Зварачны стрыжань з нержавеючай сталі ER385



Кароткае апісанне:
ER385 - гэта тып зварачнага прысадка, у прыватнасці, электрод з нержавеючай сталі.«ER» азначае «электрод або стрыжань», а «385» паказвае хімічны склад і характарыстыкі прысаднага металу.У дадзеным выпадку ER385 прызначаны для зваркі аўстэнітных нержавеючых сталей.
Зварачны стрыжань ER385:
Аўстэнітныя нержавеючыя сталі, такія як тып 904L, утрымліваюць высокі ўзровень хрому, нікеля і малібдэна, што робіць іх вельмі ўстойлівымі да карозіі і прыдатнымі для выкарыстання ў суровых умовах.Зварачныя стрыжні ER385 звычайна выкарыстоўваюцца ў тых сферах, дзе каразійная стойкасць з'яўляецца найважнейшым фактарам, напрыклад, у хімічнай, нафтахімічнай і марской прамысловасці. Зварачныя стрыжні ER385 падыходзяць для розных працэсаў зваркі, у тым ліку дугавой зваркі ў абароненым метале (SMAW), газавай вальфрамавай дугі зварка (GTAW або TIG), і газавая дугавая зварка (GMAW або MIG).

Тэхнічныя характарыстыкі зварачнай дроту ER385:
| Гатунак | ER304 ER308L ER309L, ER385 і г.д. |
| Стандартны | AWS A5.9 |
| Паверхня | Яркі, воблачны, звычайны, чорны |
| Дыяметр | MIG - ад 0,8 да 1,6 мм, TIG - ад 1 да 5,5 мм, стрыжань - ад 1,6 да 6,0 |
| Ужыванне | Ён звычайна выкарыстоўваецца ў вытворчасці і падрыхтоўцы вежаў, рэзервуараў, трубаправодаў і кантэйнераў для захоўвання і транспарціроўкі розных моцных кіслот. |
Эквівалент дроту з нержавеючай сталі ER385:
| СТАНДАРТ | WERKSTOFF NR. | УНС | JIS | BS | KS | АФНОР | EN |
| ЭР-385 | 1,4539 | N08904 | SUS 904L | 904S13 | STS 317J5L | Z2 NCDU 25-20 | X1NiCrMoCu25-20-5 |
Хімічны склад зварачнай дроту SUS 904L:
Па стандарце AWS A5.9
| Гатунак | C | Mn | P | S | Si | Cr | Ni | Mo | Cu |
| ER385 (904L) | 0,025 | 1,0-2,5 | 0,02 | 0,03 | 0,5 | 19.5-21.5 | 24,0-36,0 | 4,2-5,2 | 1,2-2,0 |
1.4539 Зварачны стрыжань Механічныя ўласцівасці:
| Гатунак | Трываласць на разрыў ksi [МПа] | Падаўжэнне % |
| ER385 | 75 [520] | 30 |
Чаму выбіраюць нас?
•Вы можаце атрымаць ідэальны матэрыял у адпаведнасці з вашымі патрабаваннямі па мінімальна магчымай цане.
•Мы таксама прапануем кошты Reworks, FOB, CFR, CIF і дастаўку ад дзвярэй да дзвярэй.Мы прапануем вам заключыць здзелку па дастаўцы, якая будзе даволі эканамічнай.
•Матэрыялы, якія мы прапануем, цалкам паддаюцца праверцы, пачынаючы з сертыфіката выпрабаванняў сыравіны і заканчваючы канчатковымі памерамі. (Справаздачы будуць паказвацца па патрабаванні)
•Мы гарантуем адказ на працягу 24 гадзін (звычайна ў тую ж гадзіну)
•Прадастаўленне справаздачы SGS TUV.
•Мы цалкам адданыя нашым кліентам.Калі мы не зможам задаволіць вашыя патрабаванні пасля вывучэння ўсіх варыянтаў, мы не будзем уводзіць вас у зман, даючы ілжывыя абяцанні, што створыць добрыя адносіны з кліентамі.
•Забяспечце комплекснае абслугоўванне.
Параметры зварачнага току: DCEP (DC+)
| Спецыфікацыя дыяметра дроту (мм) | 1.2 | 1.6 |
| Напружанне (В) | 22-34 | 25-38 |
| Ток (А) | 120-260 | 200-300 |
| Падаўжэнне ў сухім выглядзе (мм) | 15-20 | 18-25 |
| Паток газу | 20-25 | 20-25 |
Якія характарыстыкі зварачнай дроту ER385?
1. Выдатная каразійная ўстойлівасць, можа супрацьстаяць раўнамернай карозіі сернай і фосфарнай кіслаты, супрацьстаяць карозіі воцатнай кіслаты пры любой тэмпературы і канцэнтрацыі пры нармальным ціску, і можа эфектыўна вырашаць кропкавую карозію, кропкавую карозію, шчылінную карозію, карозію пад напругай і іншыя праблемы галагеніды.
2. Дуга мяккая і стабільная, з меншай колькасцю пырскаў, прыгожай формай, добрым выдаленнем дзындры, стабільнай падачай дроту і выдатным працэсам зваркі.

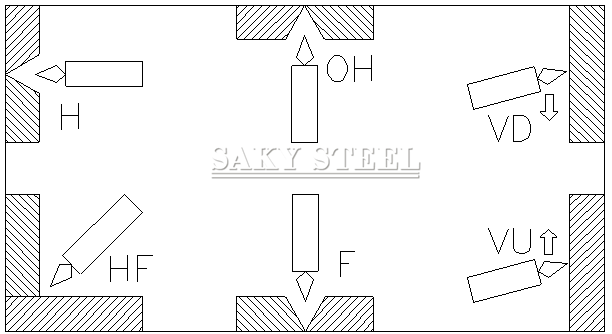
Зварачныя пазіцыі і важныя элементы:
1. Выкарыстоўвайце ветраахоўныя бар'еры пры зварцы ў ветраных месцах, каб пазбегнуць дзірак, выкліканых моцным ветрам.
2. Тэмпература паміж праходамі кантралюецца на ўзроўні 16-100 ℃.
3. Вільгаць, плямы іржы і алейныя плямы з паверхні асноўнага металу павінны быць цалкам выдалены перад зваркай.
4. Выкарыстоўвайце газ CO2 для зваркі, чысціня павінна быць больш за 99,8%, а паток газу павінен кантралявацца на ўзроўні 20-25 л/мін.
5. Даўжыню зварачнага дроту ў сухім выглядзе трэба кантраляваць у межах 15-25 мм.
6. Пасля распакавання зварачнага дроту звярніце ўвагу: прыміце меры абароны ад вільгаці, выкарыстоўвайце яго як мага хутчэй і не пакідайце нявыкарыстаны зварачны дрот надоўга на паветры.
Нашы кліенты





Упакоўка бэлек з нержавеючай сталі I:
1. Упакоўка вельмі важная, асабліва ў выпадку міжнародных перавозак, у якіх груз праходзіць праз розныя каналы, каб дасягнуць канчатковага пункта прызначэння, таму мы ўдзяляем асаблівую ўвагу ўпакоўцы.
2. Кампанія Saky Steel упакоўвае нашы тавары рознымі спосабамі на аснове прадуктаў.Мы пакуем нашу прадукцыю рознымі спосабамі, напрыклад,








