Héichstrahlbeam aus Edelstol
Kuerz Beschreiwung:
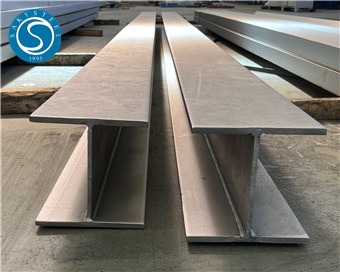
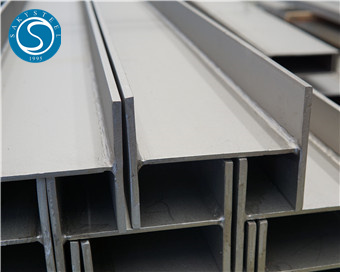
„H-Beam“ bezitt sech op strukturell Komponenten, déi wéi de Buschtaf „H“ geformt sinn, a meeschtens an der Bauindustrie a verschiddene strukturellen Uwendungen benotzt ginn.
Edelstahl H-Beam:
H-Balken aus Edelstol si strukturell Komponenten, déi duerch hiren H-fërmegen Querschnitt charakteriséiert sinn. Dës Kanäl gi aus Edelstol hiergestallt, enger korrosiounsbeständeger Legierung, déi fir hir Haltbarkeet, Hygiène an ästhetesch Attraktivitéit bekannt ass. H-Kanäl aus Edelstol fannen Uwendungen a verschiddenen Industrien, dorënner Bau, Architektur a Fabrikatioun, wou hir Korrosiounsbeständegkeet a Stäerkt se zu enger bevorzugter Wiel fir strukturell Ënnerstëtzung an Design maachen. Dës Komponenten gi meeschtens bei der Konstruktioun vu Rahmen, Ënnerstëtzungen an aner strukturell Elementer benotzt, wou souwuel Stäerkt wéi och e poléiert Ausgesinn essentiell sinn.
Spezifikatioune vun I Beam:
| Grad | 302 304 304L 310 316 316L 321 2205 2507 etc. |
| Standard | GB T33814-2017, GBT11263-2017 |
| Uewerfläch | Sandstrahlen, Polieren, Kugelstrahlen |
| Technologie | Waarmgewalzt, geschweesst |
| Längt | 1 bis 12 Meter |
I-Träger-Produktiounsflussdiagramm:

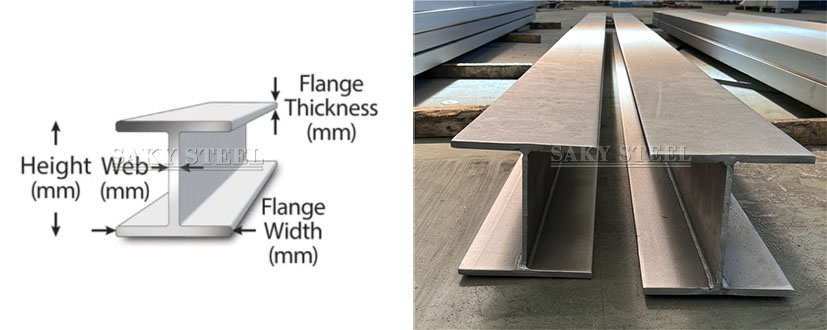
Web:
D'Steif déngt als zentralen Kär vum Träger, typescherweis no senger Déckt graduéiert. Als strukturell Verbindung spillt et eng entscheedend Roll fir d'Integritéit vum Träger ze erhalen, andeems et déi zwee Flange verbënnt a vereenegt, an den Drock effektiv verdeelt a geréiert.
Flansch:
Déi iewescht an déi flaach ënnescht Sektiounen aus Stol droen déi primär Belaaschtung. Fir eng gläichméisseg Drockverdeelung ze garantéieren, flaache mir d'Flange. Dës zwou Komponenten verlafen parallel zueneen, an am Kontext vun I-Träger hunn se flillekfërmeg Verlängerungen.
Miessung vun der H-Beam-Schweeslinndicke:


Prozess vun der Ofschrägung vun Edelstahl I-Beamen:
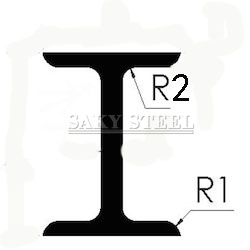
Den R-Wénkel vum I-Träger ass poléiert, fir d'Uewerfläch glat a gratfräi ze maachen, wat praktesch ass fir d'Sécherheet vum Personal ze schützen. Mir kënnen den R-Wénkel vun 1,0, 2,0, 3,0 veraarbechten. 304 316 316L 2205 IH-Träger aus Edelstol. D'R-Wénkel vun den 8 Linne sinn all poléiert.

Edelstahl I-Beam Flillek/Flanschrichtung:


Fonctiounen & Virdeeler:
•Den "H"-fërmegen Querschnittsdesign vum I-Trägerstahl bitt eng aussergewéinlech Droekapazitéit fir souwuel vertikal wéi och horizontal Lasten.
•Den strukturellen Design vun I-Trägerstahl vermëttelt eng héich Stabilitéit, wouduerch Deformatioun oder Biegen ënner Belaaschtung verhënnert gëtt.
•Wéinst senger eenzegaarteger Form kann I-Trägerstahl flexibel op verschidde Strukturen ugewannt ginn, dorënner Träger, Sailen, Brécken a méi.
•I-Trägerstahl leeschtet aussergewéinlech gutt bei Biegen a Kompressioun a garantéiert Stabilitéit ënner komplexe Belaaschtungsbedingungen.
•Mat sengem effizienten Design a senger iwwerleeëner Stäerkt bitt I-Trägerstol dacks eng gutt Käschteeffizienz.
•I-Trägerstahl fënnt extensiv Uwendung an der Bauindustrie, Brécken, Industrieausrüstung a verschiddenen anere Beräicher, a weist seng Vielfältegkeet a verschiddenen Ingenieurs- a Strukturprojeten.
•Den Design vum I-Trägerstahl erlaabt et him, sech besser un d'Ufuerderunge vum nohaltege Bauen an Design unzepassen, wat eng machbar strukturell Léisung fir ëmweltfrëndlech a gréng Baupraktiken ubitt.
Chemesch Zesummesetzung H-Beam:
| Grad | C | Mn | P | S | Si | Cr | Ni | Mo | Stéckstoff |
| 302 | 0,15 | 2.0 | 0,045 | 0,030 | 1.0 | 17,0-19,0 | 8,0-10,0 | - | 0,10 |
| 304 | 0,08 | 2.0 | 0,045 | 0,030 | 1.0 | 18,0-20,0 | 8,0-11,0 | - | - |
| 309 | 0,20 | 2.0 | 0,045 | 0,030 | 1.0 | 22,0-24,0 | 12,0-15,0 | - | - |
| 310 | 0,25 | 2.0 | 0,045 | 0,030 | 1.5 | 24-26.0 | 19,0-22,0 | - | - |
| 314 | 0,25 | 2.0 | 0,045 | 0,030 | 1,5-3,0 | 23,0-26,0 | 19,0-22,0 | - | - |
| 316 | 0,08 | 2.0 | 0,045 | 0,030 | 1.0 | 16,0-18,0 | 10,0-14,0 | 2.0-3.0 | - |
| 321 | 0,08 | 2.0 | 0,045 | 0,030 | 1.0 | 17,0-19,0 | 9,0-12,0 | - | - |
Mechanesch Eegeschafte vun I-Träger:
| Grad | Zuchfestigkeit ksi [MPa] | Yiled Strengtu ksi[MPa] | Verlängerung % |
| 302 | 75[515] | 30[205] | 40 |
| 304 | 95[665] | 45[310] | 28 |
| 309 | 75[515] | 30[205] | 40 |
| 310 | 75[515] | 30[205] | 40 |
| 314 | 75[515] | 30[205] | 40 |
| 316 | 95[665] | 45[310] | 28 |
| 321 | 75[515] | 30[205] | 40 |
Firwat eis wielen?
•Dir kënnt dat perfekt Material no Äre Besoinen zum niddregsten méigleche Präis kréien.
•Mir bidden och Präisser fir Reworks, FOB, CFR, CIF a Liwwerung vun Dier zu Dier un. Mir proposéieren Iech, e Versandvertrag ze maachen, wat zimmlech bëlleg ass.
•D'Materialien, déi mir liwweren, si komplett verifizéierbar, vum Rohmaterial-Testzertifikat bis zur definitiver Dimensiounsbeschreiwung. (Rapporte ginn op Ufuerderung ugewisen)
•Mir garantéieren eng Äntwert bannent 24 Stonnen (normalerweis an der selwechter Stonn)
•Liwwert e SGS TÜV-Rapport.
•Mir engagéieren eis voll a ganz fir eis Clienten. Wa mir no der Iwwerpréiwung vun all Optiounen net Är Ufuerderunge erfëllen kënnen, wäerte mir Iech net mat falschen Verspriechen täuschen, wat zu enger gudder Clientrelatioun féiert.
•Bitt One-Stop-Service.
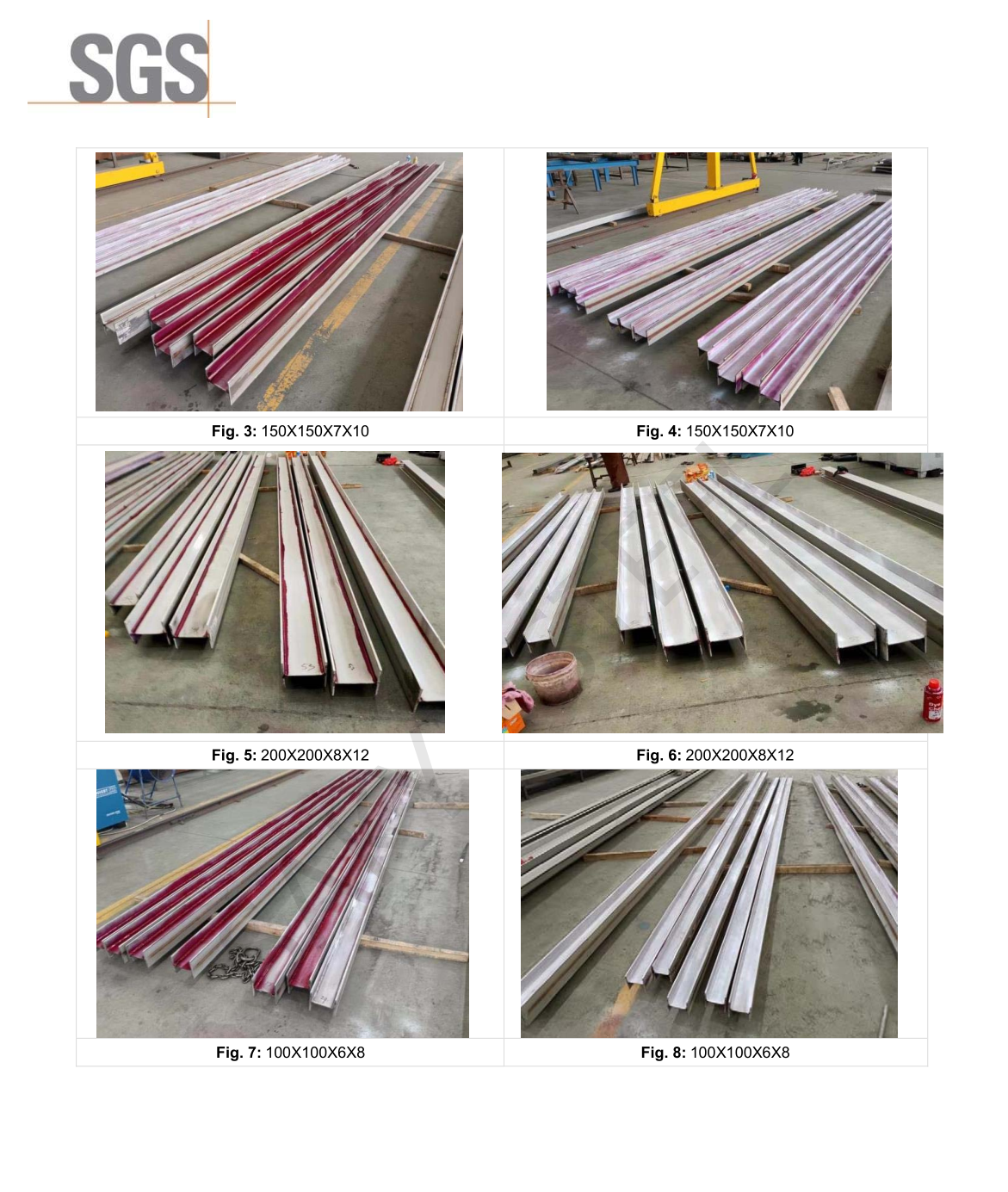
316L Edelstahl geschweesste H-Beam Penetratiounstest (PT)
Baséiert op JBT 6062-2007 Net-destruktiv Prüfung - Penetrantprüfung vu Schweißnähten fir 304L 316L Edelstahl geschweesste H-Beam.

Wat sinn d'Schweißmethoden?
Zu de Schweessmethoden gehéieren Lichtbogenschweißen, Gasschutzschweißen (MIG/MAG-Schweißen), Widderstandsschweißen, Laserschweißen, Plasmalichtbogenschweißen, Reibungsschweißen, Drockschweißen, Elektronestrahlschweißen, etc. All Method huet eenzegaarteg Uwendungen a Charakteristiken, déi fir verschidden Aarte vu Werkstécker a Produktiounsufuerderunge gëeegent sinn. E Lichtbogen gëtt benotzt fir héich Temperaturen ze generéieren, wouduerch de Metall op der Uewerfläch vum Werkstéck schmëlzt fir eng Verbindung ze bilden. Heefeg Lichtbogenschweißmethoden enthalen manuell Lichtbogenschweißen, Argonlichtbogenschweißen, Tauchlichtbogenschweißen, etc. D'Hëtzt, déi duerch de Widderstand generéiert gëtt, gëtt benotzt fir de Metall op der Uewerfläch vum Werkstéck ze schmëlzen fir eng Verbindung ze bilden. Widderstandsschweißen ëmfaasst Punktschweißen, Nahtschweißen a Bolzenschweißen.
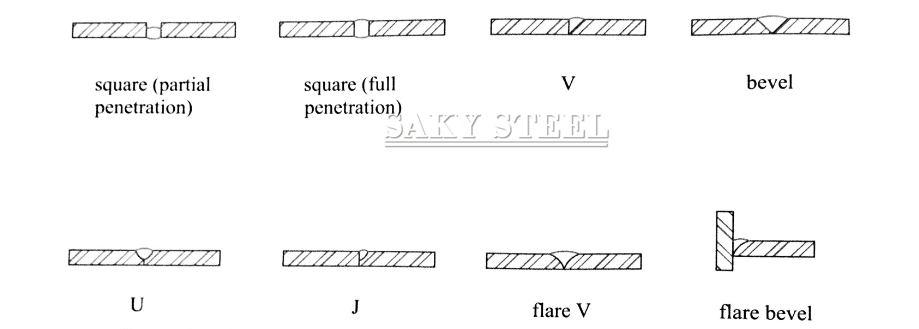
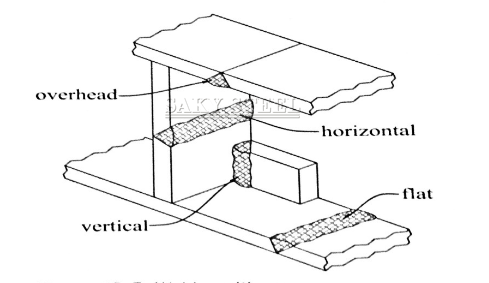
Wann ëmmer méiglech, sollten d'Schweißnähten an der Werkstatt duerchgefouert ginn, wou d'Qualitéit vun der Schweißnaht normalerweis besser ass, Werkstattschweißnähten net dem Wieder ausgesat sinn an den Zougang zu der Verbindung zimmlech oppen ass. Schweißnähten kënnen als flaach, horizontal, vertikal an iwwer dem Kapp klasséiert ginn. Et ass ze gesinn, datt flaach Schweißnähten am einfachsten duerchzeféieren sinn; si sinn déi bevorzugt Method. Iwwer dem Kappschweißnähten, déi normalerweis um Terrain duerchgefouert ginn, sollten och wou méiglech vermeit ginn, well se schwéier a méi zäitopwänneg sinn, an dofir méi deier.
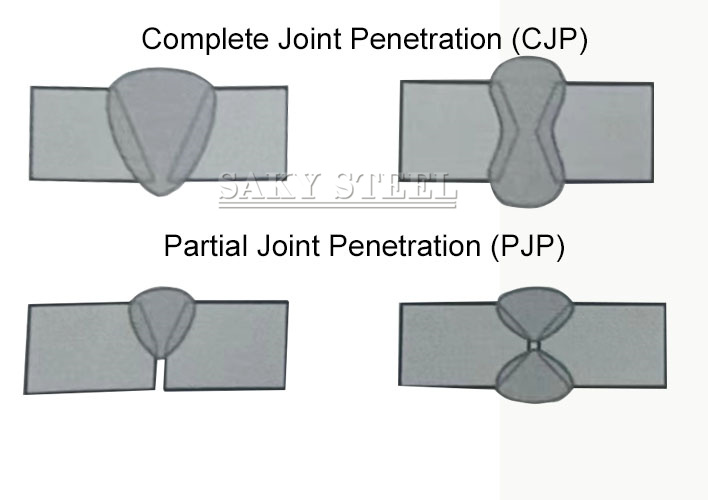
Nutenschweißnähten kënnen den ugeschlossene Member fir en Deel vun der Memberdicke penetréieren, oder si kënnen déi ganz Déckt vum ugeschlossene Member penetréieren. Dës gi partiell Gelenkpenetratioun (PJP) respektiv komplett Gelenkpenetratioun (CJP) genannt. Komplett Penetratiounsschweißnähten (och Vollpenetratiouns- oder "'Full-Pen"-Schweißnähten genannt) verschmëlzen déi ganz Déift vun den Enden vun de verbonnene Memberen. Partiell Penetratiounsschweißnähten si méi kosteneffektiv a gi benotzt, wann déi ugewandte Belaaschtungen esou sinn, datt eng Vollpenetratiounsschweißnäht net erfuerderlech ass. Si kënnen och benotzt ginn, wou den Zougang zu der Nut op eng Säit vun der Verbindung limitéiert ass.
Bemierkung: Index STOLKONSTRUKTION
Wat sinn d'Virdeeler vum Ënnerwaasserschweissen?
Tauchschweißen ass gëeegent fir Automatiséierung an Ëmfeld mat héijem Volumen. Et kann eng grouss Quantitéit u Schweessaarbechten an enger relativ kuerzer Zäit ofschléissen an d'Produktiounseffizienz verbesseren. Tauchschweißen ass gëeegent fir Automatiséierung an Ëmfeld mat héijem Volumen. Et kann eng grouss Quantitéit u Schweessaarbechten an enger relativ kuerzer Zäit ofschléissen an d'Produktiounseffizienz verbesseren. Tauchschweißen gëtt typescherweis benotzt fir méi déck Metallblecher ze schweessen, well säin héije Stroum an seng héich Penetratioun et an dësen Uwendungen méi effektiv maachen. Well d'Schweißung mat Flux bedeckt ass, kann effektiv verhënnert ginn, datt Sauerstoff an de Schweessberäich kënnt, wouduerch d'Méiglechkeet vun Oxidatioun a Sprëtzer reduzéiert gëtt. Am Verglach mat verschiddene manuelle Schweessmethoden kann d'Tauchschweißen dacks méi einfach automatiséiert ginn, wouduerch déi héich Ufuerderungen un d'Fäegkeete vun den Aarbechter reduzéiert ginn. Beim Tauchschweißen kënne verschidde Schweessdrot a Schweessbéi gläichzäiteg benotzt ginn, fir e Méikanal- (Multi-Layer-) Schweess z'erreechen an d'Effizienz ze verbesseren.
Wat sinn d'Uwendungen vun H-Träger aus Edelstol?
H-Träger aus Edelstol gi wäit verbreet am Bauwiesen, an der Marinetechnik, an der Industrieausrüstung, am Automobilwiesen, an an anere Beräicher agesat wéinst hirer Korrosiounsbeständegkeet an Haltbarkeet. Si bidden strukturell Ënnerstëtzung a Bauprojeten a spillen eng entscheedend Roll an Ëmfeld, déi Korrosiounsbeständegkeet erfuerderen, wéi zum Beispill an der Marine oder an der Industrie. Zousätzlech mécht hiert modernt an ästhetescht Ausgesinn se gëeegent fir architektonesch an Innenarchitekturapplikatiounen.
Wéi riicht ass den Héichstrahlstrahl aus Edelstol?
D'Riichtheet vun engem H-Träger aus Edelstol, wéi all Strukturkomponent, ass e wichtege Faktor fir seng Leeschtung an Installatioun. Am Allgemengen produzéieren d'Hiersteller H-Träger aus Edelstol mat engem gewësse Grad u Riichtheet, fir den Industriestandarden a Spezifikatioune gerecht ze ginn.
Deen akzeptéierten Industriestandard fir Geriichtung a Strukturstol, dorënner H-Träger aus Edelstol, gëtt dacks a Bezuch op zulässlech Ofwäichunge vun enger gerader Linn iwwer eng spezifizéiert Längt definéiert. Dës Ofwäichung gëtt typescherweis a Bezuch op Millimeter oder Zoll vum Schwenk oder der lateraler Verrécklung ausgedréckt.

Aféierung an d'Form vum H-Träger?
D'Querschnittsform vun I-Trägerstahl, allgemeng bekannt als "工字钢" (gōngzìgāng) op Chinesesch, gläicht dem Buschtaf "H" wann en opgemaach gëtt. De Querschnitt besteet typescherweis aus zwou horizontalen Stäbchen (Flanschen) uewen an ënnen an engem vertikale mëttleren Stäbchen (Stepp). Dës "H"-Form gëtt dem I-Trägerstahl eng iwwerleeën Stäerkt a Stabilitéit, wat en zu engem allgemenge Strukturmaterial am Bau an am Ingenieurswiesen mécht. Déi entworf Form vum I-Trägerstahl erlaabt et, datt en fir verschidden Droe- an Ënnerstëtzungsapplikatiounen, wéi Träger, Sailen a Bréckekonstruktiounen, gëeegent ass. Dës strukturell Konfiguratioun erméiglecht et dem I-Trägerstahl, d'Laascht effektiv ze verdeelen, wann en Kräften ausgesat ass, a sou eng robust Ënnerstëtzung ze bidden. Wéinst senger eenzegaarteger Form a strukturellen Eegeschafte fënnt I-Trägerstahl eng wäit verbreet Uwendung am Beräich vum Bau an Ingenieurswiesen.
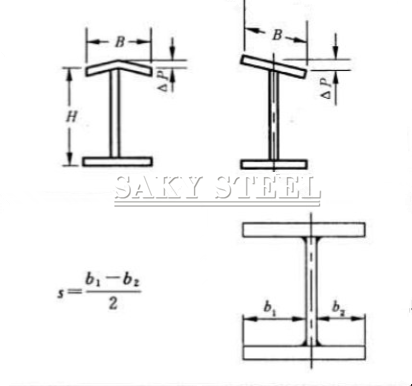
Wéi kann een d'Gréisst an den Ausdrock vun engem I-Träger ausdrécken?
Ⅰ. Querschnittsillustratioun a Markéierungssymboler vun 316L Edelstahl geschweesste H-fërmeg Stol:
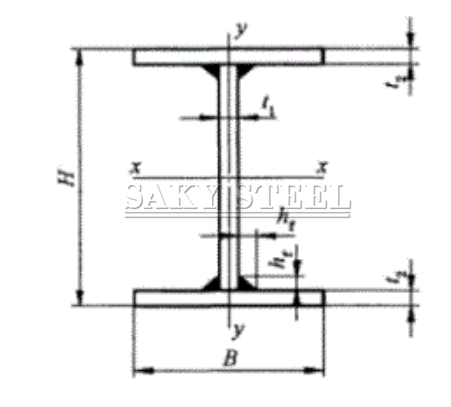
H——Héicht
B——Breet
t1—— Netzdicke
t2——Flanschplackdicke
h£——Schweißgréisst (wann eng Kombinatioun vu Stumpf- a Kippschweißnähten benotzt gëtt, soll et déi verstäerkt Schweessbeengréisst hk sinn)
Ⅱ. Dimensiounen, Formen an zulässlech Ofwäichunge vun 2205 Duplexstahl geschweesste H-fërmeg Stahl:
| H-Beam | Toleranz |
| Déckheet (H) | Héicht 300 oder manner: 2,0 mm Méi wéi 300: 3,0 mm |
| Breet (B) | Ø 2,0 mm |
| Senkrecht (T) | 1,2% oder manner vun der Breet (B) Bemierkt datt d'Mindestoleranz 2,0 mm ass |
| Offset vum Zentrum (C) | Ø 2,0 mm |
| Béien | 0,2096 oder manner Längt |
| Beenlängt (S) | [Déckt vun der Spannplack (t1) x 0,7] oder méi |
| Längt | 3~12m |
| Längtetoleranz | +40 mm, à 0 mm |
Ⅲ. Dimensiounen, Formen an zulässlech Ofwäichunge vu geschweesste H-fërmegen Stol
| H-Beam | Ofwäichung | Illustratioun | |
| H | H<500 | 士 2.0 | 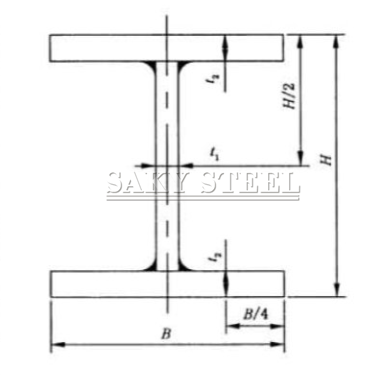 |
| 500≤H<1000 | 土3.0 | ||
| H≥1000 | 士 4.0 | ||
| B | B<100 | 士 2.0 | |
| 100 | 士 2.5 | ||
| B≥200 | 土3.0 | ||
| t1 | t1<5 | 士 0,5 | |
| 5≤t1<16 | 士0.7 | ||
| 16≤t1<25 | 士 1.0 | ||
| 25≤t1<40 | 士 1.5 | ||
| t1≥40 | 士 2.0 | ||
| t2 | t2<5 | 士0.7 | |
| 5≤t2<16 | 士 1.0 | ||
| 16≤t2<25 | 士 1.5 | ||
| 25≤t2<40 | 士 1.7 | ||
| t2≥40 | 土2.0 | ||
Ⅳ. Querschnittsdimensiounen, Querschnittsfläch, theoretesch Gewiicht a Querschnittscharakteristikparameter vu geschweesste H-fërmegen Stol
| Edelstahlbalken | Gréisst | Schnëttfläch (cm²) | Gewiicht (kg/m²) | Charakteristesch Parameteren | Schweissfiletgréisst h(mm) | ||||||||
| H | B | t1 | t2 | xx | jj | ||||||||
| mm | I | W | i | I | W | i | |||||||
| WH100X50 | 100 | 50 | 3.2 | 4.5 | 7.41 | 5.2 | 123 | 25 | 4.07 | 9 | 4 | 1.13 | 3 |
| 100 | 50 | 4 | 5 | 8,60 | 6,75 | 137 | 27 | 3,99 | 10 | 4 | 1.10 | 4 | |
| WH100X100 | 100 | 100 | 4 | 6 | 15,52 | 12.18 | 288 | 58 | 4.31 | 100 | 20 | 2,54 | 4 |
| 100 | 100 | 6 | 8 | 21.04 | 16,52 | 369 | 74 | 4.19 | 133 | 27 | 2,52 | 5 | |
| WH100X75 | 100 | 75 | 4 | 6 | 12,52 | 9,83 | 222 | 44 | 4.21 | 42 | 11 | 1,84 | 4 |
| WH125X75 | 125 | 75 | 4 | 6 | 13,52 | 10,61 | 367 | 59 | 5.21 | 42 | 11 | 1,77 | 4 |
| WH125X125 | 125 | 75 | 4 | 6 | 19.52 | 15.32 | 580 | 93 | 5,45 | 195 | 31 | 3.16 | 4 |
| WH150X75 | 150 | 125 | 3.2 | 4.5 | 11.26 | 8,84 | 432 | 58 | 6.19 | 32 | 8 | 1,68 | 3 |
| 150 | 75 | 4 | 6 | 14,52 | 11.4 | 554 | 74 | 6.18 | 42 | 11 | 1,71 | 4 | |
| 150 | 75 | 5 | 8 | 18,70 | 14,68 | 706 | 94 | 6.14 | 56 | 15 | 1,74 | 5 | |
| WH150X100 | 150 | 100 | 3.2 | 4.5 | 13,51 | 10,61 | 551 | 73 | 6,39 | 75 | 15 | 2,36 | 3 |
| 150 | 100 | 4 | 6 | 17,52 | 13,75 | 710 | 95 | 6,37 | 100 | 20 | 2,39 | 4 | |
| 150 | 100 | 5 | 8 | 22,70 | 17,82 | 908 | 121 | 6.32 | 133 | 27 | 2,42 | 5 | |
| WH150X150 | 150 | 150 | 4 | 6 | 23,52 | 18.46 | 1 021 | 136 | 6,59 | 338 | 45 | 3,79 | 4 |
| 150 | 150 | 5 | 8 | 30,70 | 24.10 | 1 311 | 175 | 6,54 | 450 | 60 | 3,83 | 5 | |
| 150 | 150 | 6 | 8 | 32.04 | 25,15 | 1 331 | 178 | 6.45 | 450 | 60 | 3,75 | 5 | |
| WH200X100 | 200 | 100 | 3.2 | 4.5 | 15.11 | 11,86 | 1 046 | 105 | 8.32 | 75 | 15 | 2.23 | 3 |
| 200 | 100 | 4 | 6 | 19.52 | 15.32 | 1 351 | 135 | 8.32 | 100 | 20 | 2.26 | 4 | |
| 200 | 100 | 5 | 8 | 25.20 | 19,78 | 1 735 | 173 | 8.30 Auer | 134 | 27 | 2.30 | 5 | |
| WH200X150 | 200 | 150 | 4 | 6 | 25,52 | 20.03 | 1 916 | 192 | 8,66 | 338 | 45 | 3,64 | 4 |
| 200 | 150 | 5 | 8 | 33,20 | 26.06 | 2 473 | 247 | 8,63 | 450 | 60 | 3,68 | 5 | |
| WH200X200 | 200 | 200 | 5 | 8 | 41.20 | 32,34 | 3 210 | 321 | 8,83 | 1067 | 107 | 5.09 | 5 |
| 200 | 200 | 6 | 10 | 50,80 | 39,88 | 3 905 | 390 | 8,77 | 1 334 | 133 | 5,12 | 5 | |
| WH250X125 | 250 | 125 | 4 | 6 | 24,52 | 19.25 | 2 682 | 215 | 10.46 | 195 | 31 | 2,82 | 4 |
| 250 | 125 | 5 | 8 | 31,70 | 24,88 | 3 463 | 277 | 10.45 Auer | 261 | 42 | 2,87 | 5 | |
| 250 | 125 | 6 | 10 | 38,80 | 30,46 | 4210 | 337 | 10.42 | 326 | 52 | 2,90 | 5 | |
Eis Clienten





Feedback vun eise Clienten
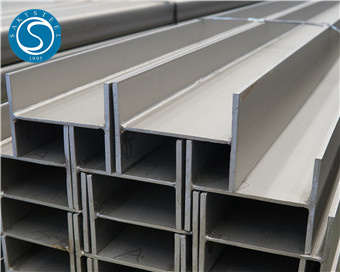
H-Träger aus Edelstol si villfälteg Strukturkomponenten, déi aus héichwäertegem Edelstol hiergestallt sinn. Dës Kanäl hunn eng markant "H"-Form, déi eng verbessert Stäerkt a Stabilitéit fir verschidde Bau- an Architekturanwendungen bitt. Déi elegant a poléiert Uewerfläch vum Edelstol gëtt en Touch vu Raffinesse, wouduerch dës H-Träger souwuel fir funktionell wéi och fir visuell attraktiv Designelementer gëeegent sinn. Den H-fërmegen Design maximéiert d'Droekapazitéit, wouduerch dës Kanäl ideal sinn fir schwéier Laaschten am Bau- an Industrieumfeld z'ënnerstëtzen. H-Träger aus Edelstol fannen Uwendungen a verschiddene Branchen, dorënner Bau, Architektur a Produktioun, wou eng robust strukturell Ënnerstëtzung essentiell ass.
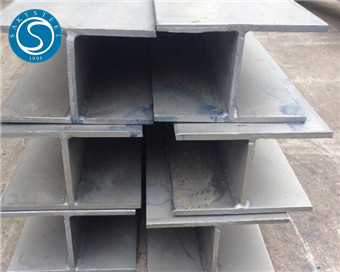
Verpackung aus Edelstahl I-Balken:
1. D'Verpakung ass zimlech wichteg, besonnesch bei internationale Liwwerungen, bei deenen d'Sendungen duerch verschidde Kanäl passéieren, fir déi definitiv Destinatioun z'erreechen. Dofir leeë mir besonnesch Wäert op d'Verpakung.
2. Saky Steel verpackt eis Wueren op verschidde Weeër baséiert op de Produkter. Mir verpacken eis Produkter op verschidde Weeër, wéi zum Beispill,








