უჟანგავი ფოლადის მაღალი სხივი
მოკლე აღწერა:
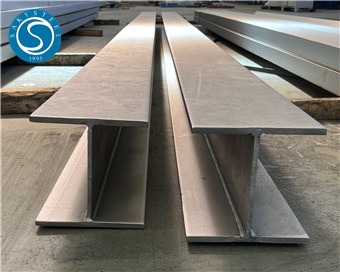
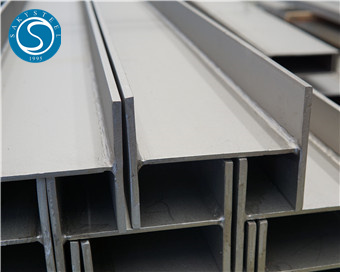
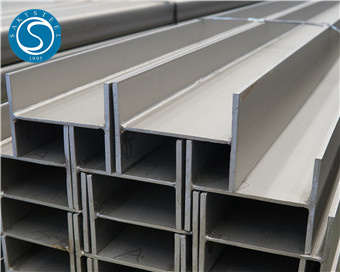
„H სხივი“ ეხება ასო „H“-ს ფორმის სტრუქტურულ კომპონენტებს, რომლებიც ხშირად გამოიყენება მშენებლობასა და სხვადასხვა სტრუქტურულ დანიშნულებაში.
უჟანგავი ფოლადის H-ფორმის სხივი:
უჟანგავი ფოლადის H-ს ფორმის სხივები წარმოადგენს სტრუქტურულ კომპონენტებს, რომლებიც ხასიათდება H-ს ფორმის განივი კვეთით. ეს არხები დამზადებულია უჟანგავი ფოლადისგან, კოროზიისადმი მდგრადი შენადნობისგან, რომელიც ცნობილია თავისი გამძლეობით, ჰიგიენური და ესთეტიკური მიმზიდველობით. უჟანგავი ფოლადის H-ს ფორმის არხები გამოიყენება სხვადასხვა ინდუსტრიაში, მათ შორის მშენებლობაში, არქიტექტურასა და წარმოებაში, სადაც მათი კოროზიისადმი მდგრადობა და სიმტკიცე მათ სტრუქტურული საყრდენისა და დიზაინის სასურველ არჩევნად აქცევს. ეს კომპონენტები ხშირად გამოიყენება ჩარჩოების, საყრდენების და სხვა სტრუქტურული ელემენტების მშენებლობაში, სადაც აუცილებელია როგორც სიმტკიცე, ასევე გაპრიალებული გარეგნობა.
I სხივის სპეციფიკაციები:
| კლასი | 302 304 304L 310 316 316L 321 2205 2507 და ა.შ. |
| სტანდარტული | GB T33814-2017, GBT11263-2017 |
| ზედაპირი | ქვიშაქვით აფეთქება, გაპრიალება, დარტყმითი აფეთქება |
| ტექნოლოგია | ცხელი ნაგლინი, შედუღებული |
| სიგრძე | 1-დან 12 მეტრამდე |
I-სხივის წარმოების ნაკადის დიაგრამა:

ვებგვერდი:
ქსელი სხივის ცენტრალურ ბირთვს წარმოადგენს, რომელიც, როგორც წესი, მისი სისქის მიხედვით კლასიფიცირდება. სტრუქტურული რგოლის ფუნქციას ასრულებს და გადამწყვეტ როლს ასრულებს სხივის მთლიანობის შენარჩუნებაში ორი ფლანგის შეერთებითა და გაერთიანებით, რაც ეფექტურად ანაწილებს და მართავს წნევას.
ფლანგი:
ფოლადის ზედა და ბრტყელი ქვედა ნაწილები პირველად დატვირთვას იტანენ. წნევის ერთგვაროვანი განაწილების უზრუნველსაყოფად, ფლანგები ვაბრტყელებთ. ეს ორი კომპონენტი ერთმანეთის პარალელურად არის განლაგებული და I-ს ფორმის სხივების კონტექსტში, მათ ფრთის მსგავსი გაფართოებები აქვთ.
H სხივის შედუღებული ხაზის სისქის გაზომვა:


უჟანგავი ფოლადის I სხივის დახრის პროცესი:
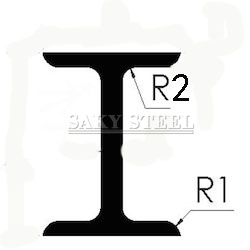
I-სხივის R კუთხე გაპრიალებულია ზედაპირის გლუვი და ბზარებისგან თავისუფალ მდგომარეობაში მისაცემად, რაც მოსახერხებელია პერსონალის უსაფრთხოების დასაცავად. ჩვენ შეგვიძლია დავამუშაოთ 1.0, 2.0, 3.0. 304 316 316L 2205 უჟანგავი ფოლადის IH სხივების R კუთხეები. 8 ხაზის R კუთხეები გაპრიალებულია.

უჟანგავი ფოლადის I სხივის ფრთის/ფლანგის გასწორება:


მახასიათებლები და უპირატესობები:
•I-სხივური ფოლადის „H“-ის ფორმის განივი კვეთის დიზაინი უზრუნველყოფს შესანიშნავ დატვირთვის ტარების უნარს როგორც ვერტიკალური, ასევე ჰორიზონტალური დატვირთვებისთვის.
•I-სხივური ფოლადის სტრუქტურული დიზაინი უზრუნველყოფს სტაბილურობის მაღალ დონეს, რაც ხელს უშლის დეფორმაციას ან მოხრას დატვირთვის ქვეშ.
•თავისი უნიკალური ფორმის გამო, I-სხივური ფოლადი შეიძლება მოქნილად იქნას გამოყენებული სხვადასხვა კონსტრუქციებზე, მათ შორის სხივებზე, სვეტებზე, ხიდებზე და სხვა.
•I-სხივური ფოლადი განსაკუთრებით კარგად მუშაობს მოხრისა და შეკუმშვის დროს, რაც უზრუნველყოფს სტაბილურობას რთული დატვირთვის პირობებში.
•თავისი ეფექტური დიზაინისა და უმაღლესი სიმტკიცის წყალობით, I-სხივური ფოლადი ხშირად კარგ ეკონომიურობას გვთავაზობს.
•I-სხივური ფოლადი ფართოდ გამოიყენება მშენებლობაში, ხიდებში, სამრეწველო აღჭურვილობასა და სხვადასხვა სფეროში, რაც აჩვენებს მის მრავალფეროვნებას სხვადასხვა საინჟინრო და სტრუქტურულ პროექტებში.
•I-სხივური ფოლადის დიზაინი საშუალებას აძლევს მას უკეთ მოერგოს მდგრადი მშენებლობისა და დიზაინის მოთხოვნებს, რაც უზრუნველყოფს სიცოცხლისუნარიან სტრუქტურულ გადაწყვეტას ეკოლოგიურად სუფთა და მწვანე მშენებლობის პრაქტიკისთვის.
H სხივის ქიმიური შემადგენლობა:
| კლასი | C | Mn | P | S | Si | Cr | Ni | Mo | აზოტი |
| 302 | 0.15 | 2.0 | 0.045 | 0.030 | 1.0 | 17.0-19.0 | 8.0-10.0 | - | 0.10 |
| 304 | 0.08 | 2.0 | 0.045 | 0.030 | 1.0 | 18.0-20.0 | 8.0-11.0 | - | - |
| 309 | 0.20 | 2.0 | 0.045 | 0.030 | 1.0 | 22.0-24.0 | 12.0-15.0 | - | - |
| 310 | 0.25 | 2.0 | 0.045 | 0.030 | 1.5 | 24-26.0 | 19.0-22.0 | - | - |
| 314 | 0.25 | 2.0 | 0.045 | 0.030 | 1.5-3.0 | 23.0-26.0 | 19.0-22.0 | - | - |
| 316 | 0.08 | 2.0 | 0.045 | 0.030 | 1.0 | 16.0-18.0 | 10.0-14.0 | 2.0-3.0 | - |
| 321 | 0.08 | 2.0 | 0.045 | 0.030 | 1.0 | 17.0-19.0 | 9.0-12.0 | - | - |
I სხივების მექანიკური თვისებები:
| კლასი | დაჭიმვის სიმტკიცე ksi[MPa] | ილედ სტრენგტუ ქსი[მპა] | წაგრძელების % |
| 302 | 75[515] | 30[205] | 40 |
| 304 | 95[665] | 45[310] | 28 |
| 309 | 75[515] | 30[205] | 40 |
| 310 | 75[515] | 30[205] | 40 |
| 314 | 75[515] | 30[205] | 40 |
| 316 | 95[665] | 45[310] | 28 |
| 321 | 75[515] | 30[205] | 40 |
რატომ უნდა აგვირჩიოთ ჩვენ?
•თქვენ შეგიძლიათ შეიძინოთ თქვენთვის სასურველი მასალა ყველაზე დაბალ ფასად.
•ასევე გთავაზობთ Reworks-ის, FOB-ის, CFR-ის, CIF-ის და კარიდან კარამდე მიწოდების ფასებს. გირჩევთ, რომ ტრანსპორტირების შემთხვევაში დადოთ შეთანხმება, რომელიც საკმაოდ ეკონომიური იქნება.
•ჩვენს მიერ მოწოდებული მასალები სრულად დამოწმებადია, ნედლეულის ტესტირების სერტიფიკატიდან დაწყებული საბოლოო განზომილებების დოკუმენტით დამთავრებული. (ანგარიშები მითითებული იქნება მოთხოვნის შესაბამისად)
•ჩვენ გარანტიას გაძლევთ, რომ პასუხს 24 საათის განმავლობაში მოგაწვდით (ჩვეულებრივ, იმავე საათში)
•მოგვაწოდეთ SGS TUV ანგარიში.
•ჩვენ სრულად ვართ ორიენტირებული ჩვენს მომხმარებლებზე. თუ ყველა ვარიანტის განხილვის შემდეგ თქვენი მოთხოვნების დაკმაყოფილება შეუძლებელი იქნება, ჩვენ არ შეგატყუებთ ცრუ დაპირებებით, რაც კარგ ურთიერთობას შექმნის მომხმარებლებთან.
•უზრუნველყოთ ერთიანი მომსახურება.
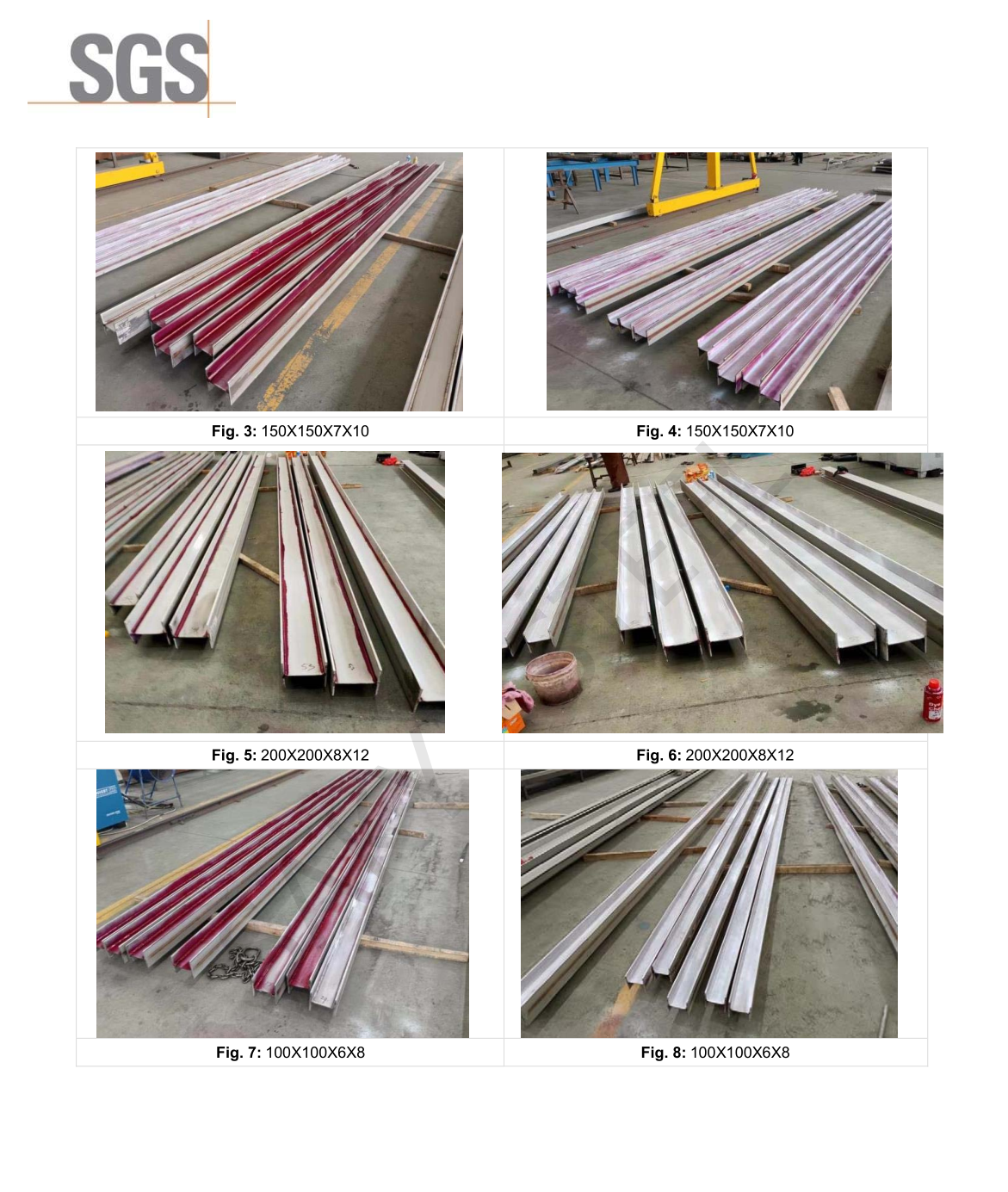
316L უჟანგავი ფოლადის შედუღებული H სხივის შეღწევადობის ტესტი (PT)
JBT 6062-2007 სტანდარტის არადესტრუქციული ტესტირება - 304L 316L უჟანგავი ფოლადის შედუღებული H სხივის შედუღების შეღწევადობის ტესტირება.

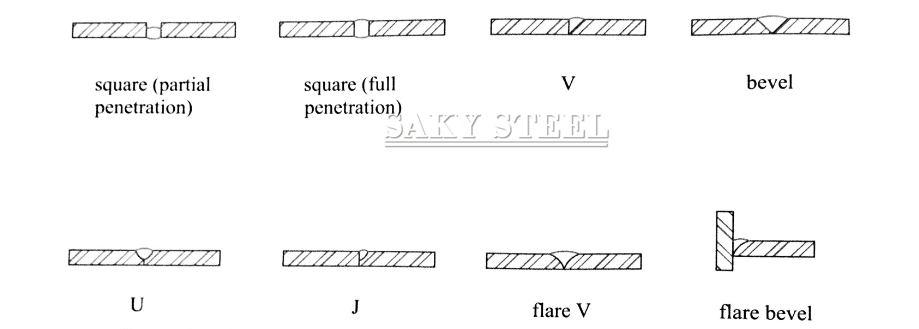
რა არის შედუღების მეთოდები?
შედუღების მეთოდები მოიცავს რკალურ შედუღებას, გაზის დაცულ შედუღებას (MIG/MAG შედუღება), წინააღმდეგობის შედუღებას, ლაზერულ შედუღებას, პლაზმურ რკალურ შედუღებას, ხახუნისა და თხევად შედუღებას, წნევის შედუღებას, ელექტრონულ სხივურ შედუღებას და ა.შ. თითოეულ მეთოდს აქვს უნიკალური გამოყენება და მახასიათებლები, შესაფერისი სხვადასხვა ტიპის სამუშაო ნაწილებისა და წარმოების მოთხოვნებისთვის. რკალი გამოიყენება მაღალი ტემპერატურის გენერირებისთვის, ლითონის დნობისთვის სამუშაო ნაწილის ზედაპირზე შეერთების შესაქმნელად. რკალური შედუღების გავრცელებული მეთოდებია ხელით რკალური შედუღება, არგონის რკალური შედუღება, წყალქვეშა რკალური შედუღება და ა.შ. წინააღმდეგობის მიერ წარმოქმნილი სითბო გამოიყენება ლითონის დნობისთვის სამუშაო ნაწილის ზედაპირზე შეერთების შესაქმნელად. წინააღმდეგობის შედუღება მოიცავს წერტილოვან შედუღებას, ნაკერების შედუღებას და ჭანჭიკებით შედუღებას.
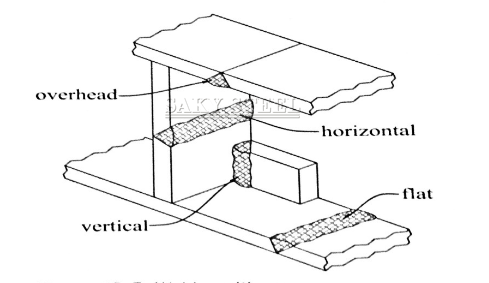
შესაძლებლობის შემთხვევაში, შედუღება უნდა შესრულდეს სახელოსნოში, სადაც შედუღების ხარისხი, როგორც წესი, უკეთესია. სახელოსნო შედუღება არ ექვემდებარება ამინდის პირობებს და შეერთებამდე წვდომა საკმაოდ ღიაა. შედუღებები შეიძლება კლასიფიცირდეს როგორც ბრტყელი, ჰორიზონტალური, ვერტიკალური და ზედაპირული. ჩანს, რომ ბრტყელი შედუღება ყველაზე მარტივი შესასრულებელია; ეს არის სასურველი მეთოდი. ასევე, შესაძლებლობის შემთხვევაში, თავიდან უნდა იქნას აცილებული ზედაპირული შედუღება, რომელიც, როგორც წესი, ადგილზე ხორციელდება, რადგან ის რთულია, უფრო შრომატევადი და, შესაბამისად, უფრო ძვირია.
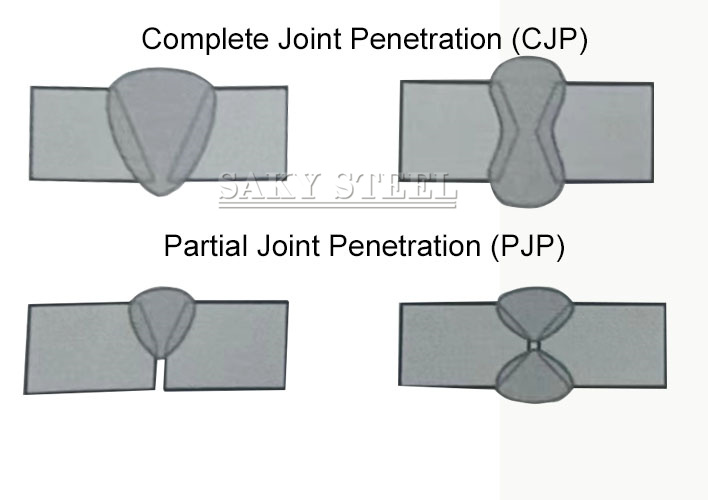
ღარისებრი შედუღება შეიძლება შეაღწიოს დაკავშირებულ ელემენტში ელემენტის სისქის გარკვეულ ნაწილზე, ან მას შეუძლია შეაღწიოს დაკავშირებული ელემენტის სრულ სისქეზე. ამას ეწოდება ნაწილობრივი შეერთების შეღწევა (PJP) და სრული შეერთების შეღწევა (CJP), შესაბამისად. სრული შეღწევადობის შედუღება (ასევე ცნობილია, როგორც სრული შეღწევადობა ან „სრული კალმის“ შედუღება) აერთიანებს დაკავშირებული ელემენტების ბოლოების მთელ სიღრმეს. ნაწილობრივი შეღწევადობის შედუღება უფრო ეკონომიურია და გამოიყენება მაშინ, როდესაც გამოყენებული დატვირთვები ისეთია, რომ სრული შეღწევადობის შედუღება არ არის საჭირო. მათი გამოყენება ასევე შესაძლებელია იქ, სადაც ღარზე წვდომა შეზღუდულია შეერთების ერთი მხრიდან.
შენიშვნა: ინდექსი სტრუქტურული ფოლადის დიზაინი
რა უპირატესობები აქვს წყალქვეშა რკალის შედუღებას?
წყალქვეშა რკალური შედუღება გამოდგება ავტომატიზაციისა და დიდი მოცულობის გარემოსთვის. მას შეუძლია შედარებით მოკლე დროში შეასრულოს დიდი მოცულობის შედუღების სამუშაო და გააუმჯობესოს წარმოების ეფექტურობა. წყალქვეშა რკალური შედუღება, როგორც წესი, გამოიყენება უფრო სქელი ლითონის ფურცლების შესადუღებლად, რადგან მისი მაღალი დენი და მაღალი შეღწევადობა მას უფრო ეფექტურს ხდის ამ აპლიკაციებში. რადგან შედუღებული ადგილი დაფარულია ნაკადით, შესაძლებელია ეფექტურად იქნას აცილებული ჟანგბადის შეღწევა შედუღების არეში, რითაც მცირდება დაჟანგვისა და გაფრქვევის შესაძლებლობა. ზოგიერთ ხელით შედუღების მეთოდთან შედარებით, წყალქვეშა რკალური შედუღება ხშირად უფრო მარტივად შეიძლება ავტომატიზირდეს, რაც ამცირებს მუშაკთა უნარებზე მაღალ მოთხოვნებს. წყალქვეშა რკალური შედუღებისას, მრავალარხიანი (მრავალშრიანი) შედუღების მისაღწევად და ეფექტურობის გასაუმჯობესებლად, შესაძლებელია ერთდროულად რამდენიმე შედუღების მავთულისა და რკალის გამოყენება.
რა გამოყენება აქვს უჟანგავი ფოლადის H სხივებს?
უჟანგავი ფოლადის H-სხივები ფართოდ გამოიყენება მშენებლობაში, საზღვაო ინჟინერიაში, სამრეწველო აღჭურვილობაში, საავტომობილო, ენერგეტიკულ პროექტებსა და სხვა სფეროებში მათი კოროზიისადმი მდგრადობისა და გამძლეობის გამო. ისინი უზრუნველყოფენ სტრუქტურულ საყრდენს სამშენებლო პროექტებში და გადამწყვეტ როლს ასრულებენ კოროზიისადმი მდგრადობის მოთხოვნით გარემოში, როგორიცაა საზღვაო ან სამრეწველო გარემო. გარდა ამისა, მათი თანამედროვე და ესთეტიკური გარეგნობა მათ შესაფერისს ხდის არქიტექტურული და ინტერიერის დიზაინის გამოყენებისთვის.
რამდენად სწორია უჟანგავი ფოლადის მაღალი ძაბვის სხივი?
უჟანგავი ფოლადის H-ს ფორმის სხივის სისწორე, ნებისმიერი სტრუქტურული კომპონენტის მსგავსად, მისი მუშაობისა და მონტაჟის მნიშვნელოვანი ფაქტორია. ზოგადად, მწარმოებლები აწარმოებენ უჟანგავი ფოლადის H-ს ფორმის სხივებს გარკვეული ხარისხის სისწორით, რათა დააკმაყოფილონ ინდუსტრიის სტანდარტები და სპეციფიკაციები.
კონსტრუქციული ფოლადის, მათ შორის უჟანგავი ფოლადის H-სებრი სხივების, სისწორის მიღებული ინდუსტრიული სტანდარტი ხშირად განისაზღვრება განსაზღვრულ სიგრძეზე სწორი ხაზიდან დასაშვები გადახრების თვალსაზრისით. ეს გადახრა, როგორც წესი, გამოიხატება სრიალის ან გვერდითი გადაადგილების მილიმეტრებში ან ინჩებში.

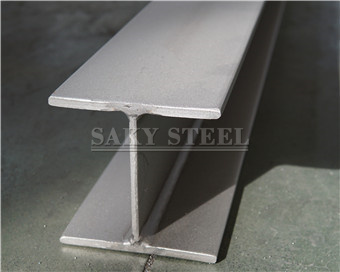
H სხივის ფორმის შესავალი?
I-სხივური ფოლადის განივი ფორმა, რომელიც ჩინურად ცნობილია როგორც "工字钢" (gōngzìgāng), გახსნისას ასო "H"-ს წააგავს. კერძოდ, განივი კვეთა, როგორც წესი, შედგება ორი ჰორიზონტალური ზოლისგან (ფლანგისგან) ზედა და ქვედა ნაწილში და ვერტიკალური შუა ზოლისგან (ქსოვილი). ეს "H" ფორმა I-სხივურ ფოლადს განსაკუთრებულ სიმტკიცესა და სტაბილურობას ანიჭებს, რაც მას მშენებლობასა და ინჟინერიაში გავრცელებულ სტრუქტურულ მასალად აქცევს. I-სხივური ფოლადის შექმნილი ფორმა საშუალებას აძლევს მას შესაფერისი იყოს სხვადასხვა დატვირთვის მატარებელი და საყრდენი გამოყენებისთვის, როგორიცაა სხივები, სვეტები და ხიდის კონსტრუქციები. ეს სტრუქტურული კონფიგურაცია საშუალებას აძლევს I-სხივურ ფოლადს ეფექტურად გადაანაწილოს დატვირთვები ძალების ზემოქმედებისას, რაც უზრუნველყოფს მყარ საყრდენს. თავისი უნიკალური ფორმისა და სტრუქტურული მახასიათებლების გამო, I-სხივური ფოლადი ფართოდ გამოიყენება მშენებლობისა და ინჟინერიის სფეროებში.
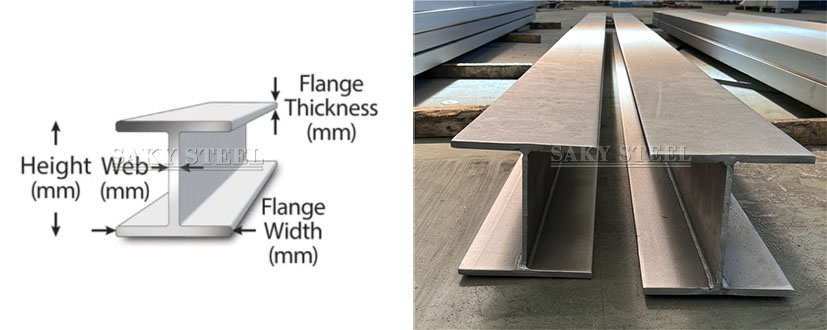
როგორ გამოვხატოთ I-სხივის ზომა და გამოხატულება?
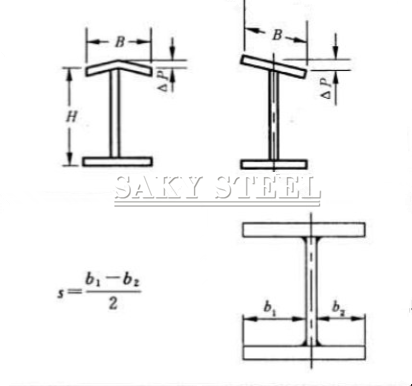
Ⅰ. 316L უჟანგავი ფოლადის H-ფორმის შედუღებული ფოლადის განივი კვეთის ილუსტრაცია და მარკირების სიმბოლოები:
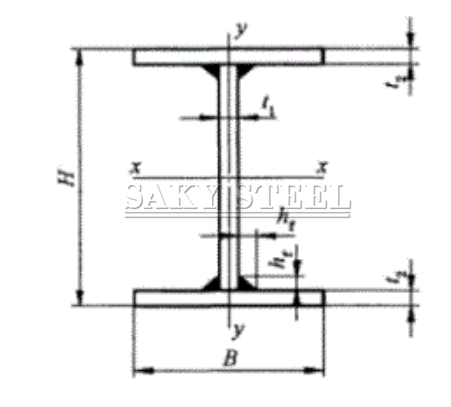
H——სიმაღლე
B——სიგანე
t1——ქსოვილის სისქე
t2——ფლანგის ფირფიტის სისქე
ჰფუნტი——შედუღების ზომა (კონდახისა და ფილეტის შედუღების კომბინაციის გამოყენებისას, ეს უნდა იყოს გამაგრებული შედუღების ფეხის ზომა hk)
Ⅱ. 2205 დუპლექსური ფოლადის H-ფორმის შედუღებული ფოლადის ზომები, ფორმები და დასაშვები გადახრები:
| H სხივი | ტოლერანტობა |
| სიკაშკაშე (H) | Helight 300 ან ნაკლები: 2.0 მმ 300-ზე მეტი: 3.0 მმ |
| სიგანე (B) | 2.0 მმ |
| პერპენდიკულარულობა (T) | სიგანის 1.2% ან ნაკლები (B) გაითვალისწინეთ, რომ მინიმალური ტოლერანტობაა 2.0 მმ |
| ცენტრის გადახრა (C) | 2.0 მმ |
| მოხრა | სიგრძე 0.2096 ან ნაკლები |
| ფეხის სიგრძე (S) | [ქსელის ფირფიტის სისქე (t1) x0.7] ან მეტი |
| სიგრძე | 3~12 მ |
| სიგრძის ტოლერანტობა | +40 მმ, 00 მმ |
Ⅲ. შედუღებული H-ფორმის ფოლადის ზომები, ფორმები და დასაშვები გადახრები
| H-სხივი | გადახრა | ილუსტრაცია | |
| H | H<500 | 士2.0 | 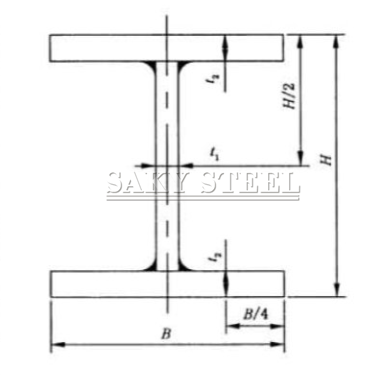 |
| 500≤H<1000 | 土3.0 | ||
| H≥1000 | 士4.0 | ||
| B | B<100 | 士2.0 | |
| 100 | 士2.5 | ||
| B≥200 | 土3.0 | ||
| t1 | t1<5 | 士0.5 | |
| 5≤t1<16 | 士0.7 | ||
| 16≤t1<25 | 士1.0 | ||
| 25≤t1<40 | 士1.5 | ||
| t1≥40 | 士2.0 | ||
| t2 | t2<5 | 士0.7 | |
| 5≤t2<16 | 士1.0 | ||
| 16≤t2<25 | 士1.5 | ||
| 25≤t2<40 | 士1.7 | ||
| t2≥40 | 土2.0 | ||
Ⅳ. შედუღებული H-ფორმის ფოლადის განივი კვეთის ზომები, განივი კვეთის ფართობი, თეორიული წონა და განივი კვეთის დამახასიათებელი პარამეტრები
| უჟანგავი ფოლადის სხივები | ზომა | კვეთის ფართობი (სმ²) | წონა (კგ/მ²) | დამახასიათებელი პარამეტრები | შედუღების ფილეს ზომა h (მმ) | ||||||||
| H | B | t1 | t2 | xx | წწ | ||||||||
| mm | I | W | i | I | W | i | |||||||
| WH100X50 | 100 | 50 | 3.2 | 4.5 | 7.41 | 5.2 | 123 | 25 | 4.07 | 9 | 4 | 1.13 | 3 |
| 100 | 50 | 4 | 5 | 8.60 | 6.75 | 137 | 27 | 3.99 | 10 | 4 | 1.10 | 4 | |
| WH100X100 | 100 | 100 | 4 | 6 | 15.52 | 12.18 | 288 | 58 | 4.31 | 100 | 20 | 2.54 | 4 |
| 100 | 100 | 6 | 8 | 21.04 | 16.52 | 369 | 74 | 4.19 | 133 | 27 | 2.52 | 5 | |
| WH100X75 | 100 | 75 | 4 | 6 | 12.52 | 9.83 | 222 | 44 | 4.21 | 42 | 11 | 1.84 | 4 |
| WH125X75 | 125 | 75 | 4 | 6 | 13.52 | 10.61 | 367 | 59 | 5.21 | 42 | 11 | 1.77 | 4 |
| WH125X125 | 125 | 75 | 4 | 6 | 19.52 | 15.32 | 580 | 93 | 5.45 | 195 | 31 | 3.16 | 4 |
| WH150X75 | 150 | 125 | 3.2 | 4.5 | 11.26 | 8.84 | 432 | 58 | 6.19 | 32 | 8 | 1.68 | 3 |
| 150 | 75 | 4 | 6 | 14.52 | 11.4 | 554 | 74 | 6.18 | 42 | 11 | 1.71 | 4 | |
| 150 | 75 | 5 | 8 | 18.70 | 14.68 | 706 | 94 | 6.14 | 56 | 15 | 1.74 | 5 | |
| WH150X100 | 150 | 100 | 3.2 | 4.5 | 13.51 | 10.61 | 551 | 73 | 6.39 | 75 | 15 | 2.36 | 3 |
| 150 | 100 | 4 | 6 | 17.52 | 13.75 | 710 | 95 | 6.37 | 100 | 20 | 2.39 | 4 | |
| 150 | 100 | 5 | 8 | 22.70 | 17,82 | 908 | 121 | 6.32 | 133 | 27 | 2.42 | 5 | |
| WH150X150 | 150 | 150 | 4 | 6 | 23.52 | 18.46 | 1 021 | 136 | 6,59 | 338 | 45 | 3.79 | 4 |
| 150 | 150 | 5 | 8 | 30.70 | 24.10 | 1 311 | 175 | 6.54 | 450 | 60 | 3.83 | 5 | |
| 150 | 150 | 6 | 8 | 32.04 | 25,15 | 1 331 | 178 | 6.45 | 450 | 60 | 3.75 | 5 | |
| WH200X100 | 200 | 100 | 3.2 | 4.5 | 15.11 | 11.86 | 1 046 | 105 | 8.32 | 75 | 15 | 2.23 | 3 |
| 200 | 100 | 4 | 6 | 19.52 | 15.32 | 1 351 | 135 | 8.32 | 100 | 20 | 2.26 | 4 | |
| 200 | 100 | 5 | 8 | 25.20 | 19.78 | 1 735 | 173 | 8.30 | 134 | 27 | 2.30 | 5 | |
| WH200X150 | 200 | 150 | 4 | 6 | 25.52 | 20.03 | 1916 | 192 | 8.66 | 338 | 45 | 3.64 | 4 |
| 200 | 150 | 5 | 8 | 33.20 | 26.06 | 2 473 | 247 | 8.63 | 450 | 60 | 3.68 | 5 | |
| WH200X200 | 200 | 200 | 5 | 8 | 41.20 | 32.34 | 3 210 | 321 | 8.83 | 1067 | 107 | 5.09 | 5 |
| 200 | 200 | 6 | 10 | 50.80 | 39.88 | 3 905 | 390 | 8.77 | 1 334 | 133 | 5,12 | 5 | |
| WH250X125 | 250 | 125 | 4 | 6 | 24.52 | 19.25 | 2 682 | 215 | 10.46 | 195 | 31 | 2.82 | 4 |
| 250 | 125 | 5 | 8 | 31.70 | 24.88 | 3 463 | 277 | 10.45 | 261 | 42 | 2.87 | 5 | |
| 250 | 125 | 6 | 10 | 38.80 | 30.46 | 4210 | 337 | 10.42 | 326 | 52 | 2.90 | 5 | |
ჩვენი კლიენტები





ჩვენი კლიენტების გამოხმაურება
უჟანგავი ფოლადის H-ფორმის სხივები მრავალმხრივი სტრუქტურული კომპონენტებია, რომლებიც დამზადებულია მაღალი ხარისხის უჟანგავი ფოლადისგან. ამ არხებს აქვთ გამორჩეული „H“ ფორმა, რაც უზრუნველყოფს გაძლიერებულ სიმტკიცეს და სტაბილურობას სხვადასხვა სამშენებლო და არქიტექტურული გამოყენებისთვის. უჟანგავი ფოლადის გლუვი და გაპრიალებული დასრულება დახვეწილობას მატებს, რაც ამ H-ფორმის სხივებს შესაფერისს ხდის როგორც ფუნქციურ, ასევე ვიზუალურად მიმზიდველ დიზაინის ელემენტებისთვის. H-ფორმის დიზაინი მაქსიმალურად ზრდის დატვირთვის ტევადობას, რაც ამ არხებს იდეალურს ხდის სამშენებლო და სამრეწველო გარემოში მძიმე ტვირთის გადასატანად. უჟანგავი ფოლადის H-ფორმები გამოიყენება სხვადასხვა ინდუსტრიაში, მათ შორის მშენებლობაში, არქიტექტურასა და წარმოებაში, სადაც აუცილებელია მყარი სტრუქტურული საყრდენი.
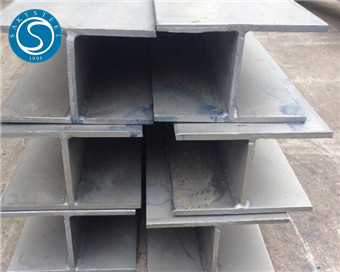
უჟანგავი ფოლადის I სხივების შეფუთვა:
1. შეფუთვა საკმაოდ მნიშვნელოვანია, განსაკუთრებით საერთაშორისო გადაზიდვების შემთხვევაში, როდესაც ტვირთი საბოლოო დანიშნულების ადგილამდე მისასვლელად სხვადასხვა არხებით გადის, ამიტომ ჩვენ განსაკუთრებულ ყურადღებას ვაქცევთ შეფუთვას.
2. Saky Steel-ი ჩვენს საქონელს სხვადასხვა გზით აფუთავს, პროდუქტის მიხედვით. ჩვენ ჩვენს პროდუქციას სხვადასხვა გზით ვაფუთავთ, მაგალითად,








