Висока греда од не'рѓосувачки челик
Краток опис:
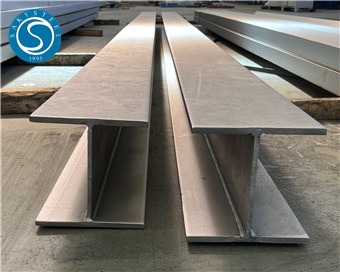
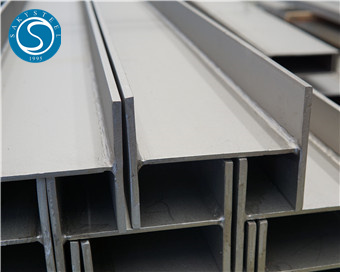
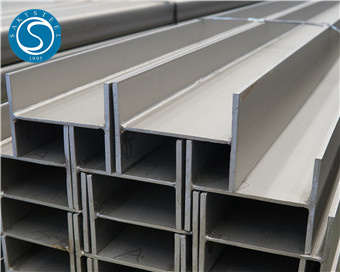
„H-греда“ се однесува на структурни компоненти во облик на буквата „H“ кои најчесто се користат во градежништвото и разни структурни примени.
Х-греда од не'рѓосувачки челик:
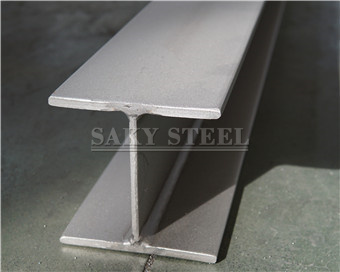
Гредите од не'рѓосувачки челик H се структурни компоненти кои се карактеризираат со нивниот пресек во форма на H. Овие канали се изработени од не'рѓосувачки челик, легура отпорна на корозија позната по својата издржливост, хигиена и естетски изглед. Каналите од не'рѓосувачки челик H наоѓаат примена во различни индустрии, вклучувајќи градежништво, архитектура и производство, каде што нивната отпорност на корозија и цврстина ги прават претпочитан избор за структурна поддршка и дизајн. Овие компоненти често се користат во изградбата на рамки, потпори и други структурни елементи каде што и цврстината и полиран изглед се од суштинско значење.
Спецификации на I-зракот:
| Одделение | 302 304 304L 310 316 316L 321 2205 2507 итн. |
| Стандарден | GB T33814-2017, GBT11263-2017 |
| Површина | Пескарење, полирање, пескарење со шрафцигер |
| Технологија | Топло валани, заварени |
| Должина | 1 до 12 метри |
Дијаграм на тек на производство на I-зрак:

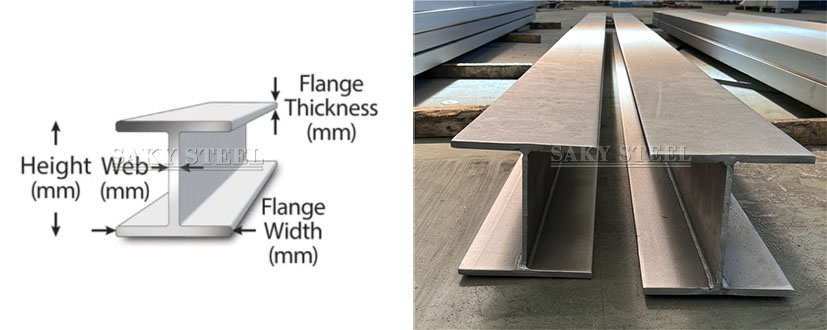
Веб:
Мрежата служи како централно јадро на гредата, обично градирана врз основа на нејзината дебелина. Функционирајќи како структурна врска, таа игра клучна улога во зачувувањето на интегритетот на гредата со поврзување и обединување на двете прирабници, ефикасно распределувајќи и управувајќи со притисокот.
Прирабница:
Горните и рамните долни делови од челик го носат примарното оптоварување. За да се обезбеди рамномерна распределба на притисокот, ги израмнуваме прирабниците. Овие две компоненти се движат паралелно една со друга, а во контекст на I-гредите, тие имаат крилести продолжетоци.
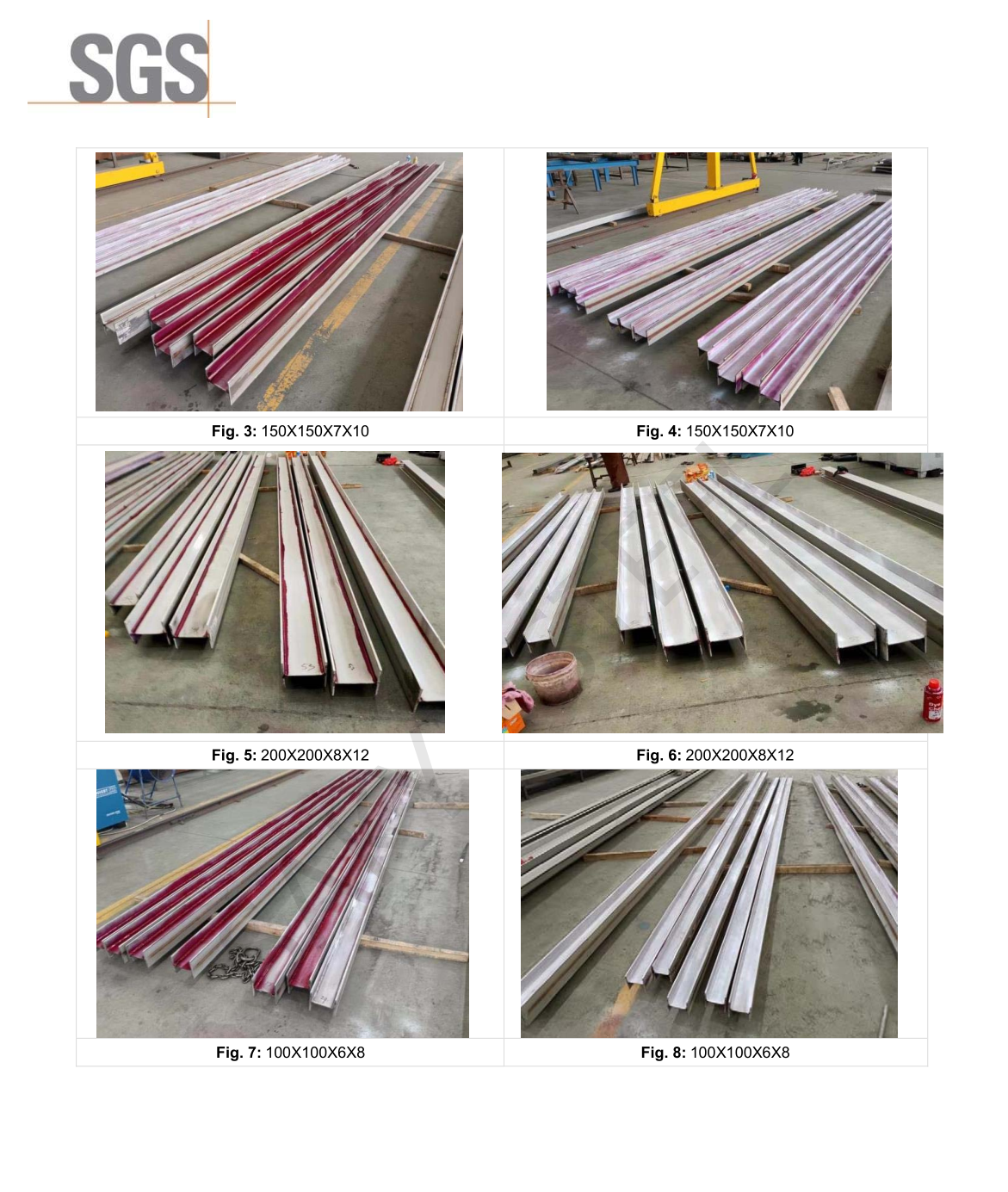
Мерење на дебелината на заварената линија на H-гредата:


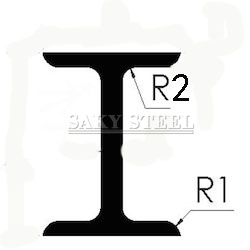
Процес на закосување од I-греда од не'рѓосувачки челик:
R аголот на I-гредата е полиран за да се направи површината мазна и без брусење, што е погодно за заштита на безбедноста на персоналот. Можеме да обработиме R агол од 1,0, 2,0, 3,0. 304 316 316L 2205 IH греди од не'рѓосувачки челик. R аглите на 8-те линии се полирани.

Исправување на крило/прирабница од I-греда од не'рѓосувачки челик:


Карактеристики и придобивки:
•Дизајнот на пресек во облик на „H“ од челик со I-греда обезбедува извонредна носивост и за вертикални и за хоризонтални оптоварувања.
•Структурниот дизајн на I-греда челик дава високо ниво на стабилност, спречувајќи деформација или свиткување под стрес.
•Поради својата единствена форма, челикот со I-греда може флексибилно да се нанесе на различни конструкции, вклучувајќи греди, столбови, мостови и друго.
•I-греда челикот се покажува исклучително добро при свиткување и компресија, обезбедувајќи стабилност при сложени услови на оптоварување.
•Со својот ефикасен дизајн и супериорна цврстина, I-гредата од челик често нуди добра економичност.
•I-греда челик наоѓа широка употреба во градежништвото, мостовите, индустриската опрема и разни други области, покажувајќи ја својата разновидност во различни инженерски и структурни проекти.
•Дизајнот на I-греда челик му овозможува подобро да се прилагоди на барањата за одржлива градба и дизајн, обезбедувајќи одржливо структурно решение за еколошки и зелени градежни практики.
Хемиски состав на H-зрак:
| Одделение | C | Mn | P | S | Si | Cr | Ni | Mo | Азот |
| 302 | 0,15 | 2.0 | 0,045 | 0,030 | 1.0 | 17,0-19,0 | 8,0-10,0 | - | 0,10 |
| 304 | 0,08 | 2.0 | 0,045 | 0,030 | 1.0 | 18,0-20,0 | 8,0-11,0 | - | - |
| 309 | 0,20 | 2.0 | 0,045 | 0,030 | 1.0 | 22,0-24,0 | 12,0-15,0 | - | - |
| 310 | 0,25 | 2.0 | 0,045 | 0,030 | 1,5 | 24-26.0 | 19,0-22,0 | - | - |
| 314 | 0,25 | 2.0 | 0,045 | 0,030 | 1,5-3,0 | 23,0-26,0 | 19,0-22,0 | - | - |
| 316 | 0,08 | 2.0 | 0,045 | 0,030 | 1.0 | 16,0-18,0 | 10,0-14,0 | 2,0-3,0 | - |
| 321 | 0,08 | 2.0 | 0,045 | 0,030 | 1.0 | 17,0-19,0 | 9,0-12,0 | - | - |
Механички својства на I-греди:
| Одделение | Затезна цврстина ksi[MPa] | Јилед Стренгту кси[MPa] | Издолжување % |
| 302 | 75[515] | 30[205] | 40 |
| 304 | 95[665] | 45[310] | 28 |
| 309 | 75[515] | 30[205] | 40 |
| 310 | 75[515] | 30[205] | 40 |
| 314 | 75[515] | 30[205] | 40 |
| 316 | 95[665] | 45[310] | 28 |
| 321 | 75[515] | 30[205] | 40 |
Зошто да нѐ изберете нас?
•Можете да го добиете совршениот материјал според вашите потреби по најниска можна цена.
•Исто така, нудиме цени за испорака од Reworks, FOB, CFR, CIF и од врата до врата. Ви предлагаме да се договорите за испорака, што ќе биде доста економично.
•Материјалите што ги обезбедуваме се целосно проверливи, од сертификатот за тестирање на суровината до конечната изјава за димензиите. (Извештаите ќе бидат прикажани на барање)
•Гарантираме дека ќе ви одговориме во рок од 24 часа (обично во истиот час)
•Обезбедете извештај од SGS TUV.
•Целосно сме посветени на нашите клиенти. Доколку не е можно да ги исполниме вашите барања по испитувањето на сите опции, нема да ве залажеме со давање лажни ветувања, што ќе создаде добри односи со клиентите.
•Обезбедете услуга на едно место.
Тест за пенетрација на H-греда од заварен не'рѓосувачки челик 316L (PT)
Врз основа на JBT 6062-2007 Недеструктивно тестирање - пенетрантно тестирање на завари за заварени H-греди од не'рѓосувачки челик 304L 316L.

Кои се методите на заварување?
Методите на заварување вклучуваат лачно заварување, заварување со гасна заштита (MIG/MAG заварување), заварување со отпор, ласерско заварување, заварување со плазма лачно заварување, заварување со триење и мешање, заварување со притисок, заварување со електронски сноп итн. Секој метод има уникатни примени и карактеристики, погоден за различни типови на обработливи парчиња и барања за производство. Лакот се користи за генерирање високи температури, топење на металот на површината на обработливото парче за да се формира врска. Вообичаените методи на лачно заварување вклучуваат рачно лачно заварување, заварување со аргонски лак, заварување со потопен лак итн. Топлината генерирана од отпорот се користи за топење на металот на површината на обработливото парче за да се формира врска. Отпорното заварување вклучува точкасто заварување, заварување со рабови и заварување со завртки.
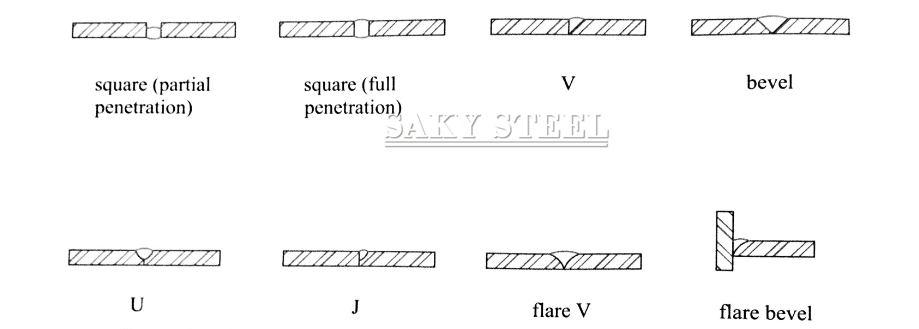
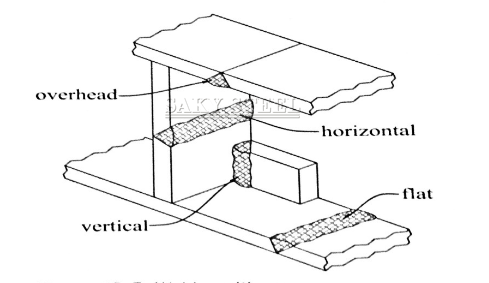
Секогаш кога е можно, заварувањата треба да се изведуваат во работилница каде што квалитетот на заварувањето е обично подобар. Заварувањата во работилница не се изложени на временски услови и пристапот до спојот е прилично отворен. Заварувањата можат да се класифицираат како рамни, хоризонтални, вертикални и надземни. Може да се види дека рамните заварувања се најлесни за изведување; тие се претпочитаниот метод. Надземните заварувања, кои обично се прават на терен, исто така треба да се избегнуваат каде што е можно бидејќи се потешки и одземаат повеќе време, а со тоа и поскапи.
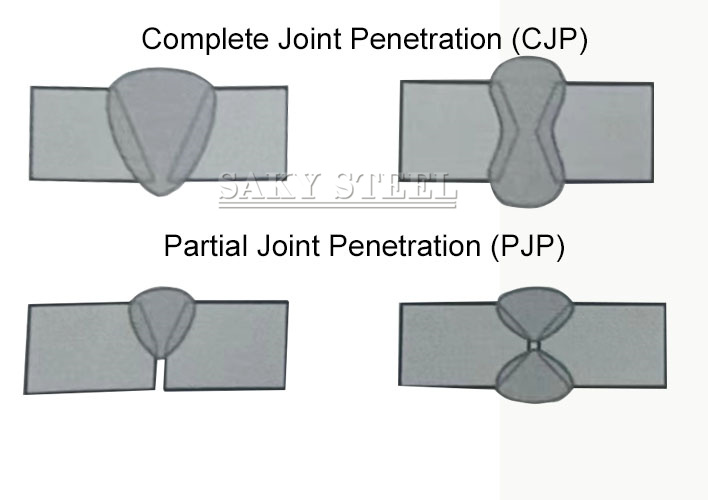
Заварите со жлеб можат да го пробијат поврзаниот елемент за дел од дебелината на елементот или можат да ја пробијат целата дебелина на поврзаниот елемент. Овие се нарекуваат делумно пенетрација на спојот (PJP) и целосно пенетрација на спојот (CJP), соодветно. Заварите со целосно пенетрација (исто така наречени целосно пенетрација или „целосно пенетрација“) ја спојуваат целата длабочина на краевите на поврзаните елементи. Заварите со делумно пенетрација се поекономични и се користат кога применетите оптоварувања се такви што не е потребен целосно пенетрациски завар. Тие исто така може да се користат кога пристапот до жлебот е ограничен на едната страна од врската.
Забелешка: Индекс ДИЗАЈН НА СТРУКТУРЕН ЧЕЛИК
Кои се предностите на потопеното лачно заварување?
Заварувањето со потопна лака е погодно за автоматизација и средини со голем обем. Може да заврши голема количина на заварување за релативно краток временски период и да ја подобри ефикасноста на производството. Заварувањето со потопна лака е погодно за автоматизација и средини со голем обем. Може да заврши голема количина на заварување за релативно краток временски период и да ја подобри ефикасноста на производството. Заварувањето со потопна лака обично се користи за заварување на подебели метални лимови бидејќи неговата висока струја и висока пенетрација го прават поефикасен во овие апликации. Бидејќи заварот е покриен со флукс, кислородот може ефикасно да се спречи да влезе во областа на заварувањето, со што се намалува можноста за оксидација и прскање. Во споредба со некои рачни методи на заварување, заварувањето со потопна лака често може полесно да се автоматизира, намалувајќи ги високите барања за вештини на работниците. Во заварувањето со потопна лака, повеќе жици и лакови за заварување може да се користат истовремено за да се постигне повеќеканално (повеќеслојно) заварување и да се подобри ефикасноста.
Кои се примените на H-гредите од не'рѓосувачки челик?
Х-гредите од не'рѓосувачки челик се широко користени во градежништвото, поморското инженерство, индустриската опрема, автомобилската индустрија, енергетските проекти и други области поради нивната отпорност на корозија и издржливост. Тие обезбедуваат структурна поддршка во градежните проекти и играат клучна улога во средини што бараат отпорност на корозија, како што се морските или индустриските услови. Дополнително, нивниот модерен и естетски изглед ги прави погодни за архитектонски и ентериерни апликации.
Колку е права гредата од не'рѓосувачки челик со висока густина (HI)?
Правоста на H-гредата од не'рѓосувачки челик, како и на која било структурна компонента, е важен фактор во нејзината изведба и инсталација. Општо земено, производителите произведуваат H-греди од не'рѓосувачки челик со одреден степен на правост за да ги исполнат индустриските стандарди и спецификации.
Прифатениот индустриски стандард за праволност кај конструкцискиот челик, вклучувајќи ги и H-гредите од не'рѓосувачки челик, често се дефинира во однос на дозволените отстапувања од права линија на одредена должина. Ова отстапување обично се изразува во милиметри или инчи на замав или странично поместување.

Вовед во обликот на H-гредата?
Обликот на попречниот пресек на челикот со I-греда, попознат како „工字钢“ (gōngzìgāng) на кинески, наликува на буквата „H“ кога е отворен. Поточно, попречниот пресек обично се состои од две хоризонтални шипки (прирабници) на врвот и на дното и вертикална средна шипка (мрежа). Овој облик „H“ му дава супериорна цврстина и стабилност на челикот со I-греда, што го прави вообичаен структурен материјал во градежништвото и инженерството. Дизајнираниот облик на челикот со I-греда му овозможува да биде погоден за различни носивост и потпорни апликации, како што се греди, столбови и мостовски конструкции. Оваа структурна конфигурација му овозможува на челикот со I-греда ефикасно да ги распределува оптоварувањата кога е изложен на сили, обезбедувајќи робусна потпора. Поради својата единствена форма и структурни карактеристики, челикот со I-греда наоѓа широка употреба во областите на градежништвото и инженерството.
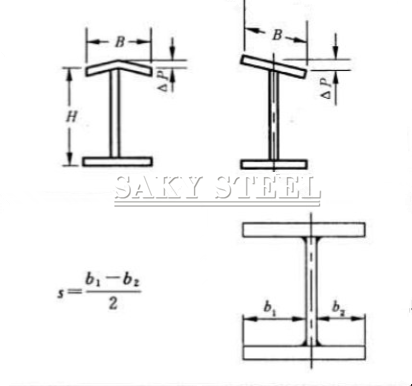
Како да се изрази големината и изразот на I-зракот?
Ⅰ. Илустрација на пресек и симболи за означување на заварен челик во форма на буквата H од не'рѓосувачки челик 316L:
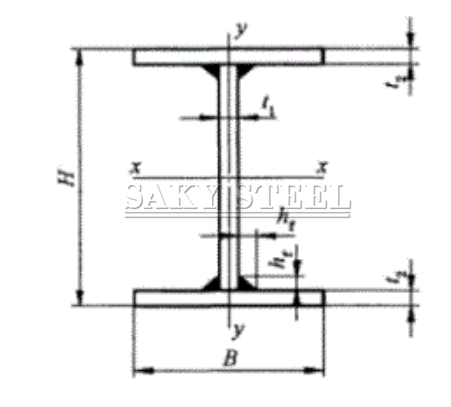
H——Висина
B——Ширина
t1——Дебелина на мрежата
t2——Дебелина на прирабничката плоча
h£——Големина на заварување (кога се користи комбинација од заварени и филетни заварувања, треба да биде големината на зајакнатата ногарка за заварување hk)
Ⅱ. Димензии, облици и дозволени отстапувања на дуплекс челик 2205 заварен челик во облик на H:
| H-греда | Толеранција |
| Чувство (H) | Затемнување 300 или помалку: 2,0 mm Повеќе од 300: 3,0 mm |
| Ширина (Б) | 士2,0 мм |
| Перпендикуларност (Т) | 1,2% или помалку од ширината (B) Забележете дека минималната толеранција е 2,0 mm |
| Поместување на центарот (C) | 士2,0 мм |
| Свиткување | 0,2096 или помалку од должината |
| Должина на ногата (S) | [дебелина на мрежестата плоча (t1) x0,7] или повеќе |
| Должина | 3~12м |
| Толеранција на должина | + 40 mm, но 0 mm |
Ⅲ. Димензии, облици и дозволени отстапувања на заварен челик во облик на буквата H
| Х-зрак | Отстапување | Илустрација | |
| H | H<500 | 士2.0 | 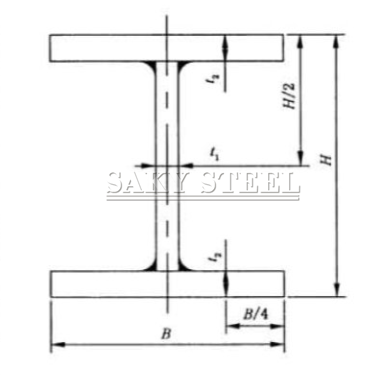 |
| 500≤H<1000 | 土3.0 | ||
| H≥1000 | 士4.0 | ||
| B | Б<100 | 士2.0 | |
| 100 | 士2.5 | ||
| Б≥200 | 土3.0 | ||
| t1 | t1<5 | 士0,5 | |
| 5≤t1<16 | 士0.7 | ||
| 16≤t1<25 | 士1.0 | ||
| 25≤t1<40 | 士1,5 | ||
| t1≥40 | 士2.0 | ||
| t2 | t2<5 | 士0.7 | |
| 5≤t2<16 | 士1.0 | ||
| 16≤t2<25 | 士1,5 | ||
| 25≤t2<40 | 士1.7 | ||
| t2≥40 | 土2.0 | ||
Ⅳ. Димензии на попречниот пресек, површината на попречниот пресек, теоретската тежина и карактеристичните параметри на попречниот пресек на заварен челик во облик на буквата H
| Греди од не'рѓосувачки челик | Големина | Пресечна површина (cm²) | Тежина (кг/м) | Карактеристични параметри | Големина на филетот за заварување h(mm) | ||||||||
| H | B | t1 | t2 | xx | гг | ||||||||
| mm | I | W | i | I | W | i | |||||||
| WH100X50 | 100 | 50 | 3.2 | 4,5 | 7,41 | 5.2 | 123 | 25 | 4.07 | 9 | 4 | 1.13 | 3 |
| 100 | 50 | 4 | 5 | 8,60 | 6,75 | 137 | 27 | 3,99 | 10 | 4 | 1.10 | 4 | |
| WH100X100 | 100 | 100 | 4 | 6 | 15,52 | 12.18 | 288 | 58 | 4.31 | 100 | 20 | 2,54 | 4 |
| 100 | 100 | 6 | 8 | 21.04 | 16,52 | 369 | 74 | 4.19 | 133 | 27 | 2,52 | 5 | |
| WH100X75 | 100 | 75 | 4 | 6 | 12,52 | 9,83 | 222 | 44 | 4.21 | 42 | 11 | 1,84 | 4 |
| WH125X75 | 125 | 75 | 4 | 6 | 13,52 | 10,61 | 367 | 59 | 5.21 | 42 | 11 | 1,77 | 4 |
| WH125X125 | 125 | 75 | 4 | 6 | 19,52 | 15.32 | 580 | 93 | 5,45 | 195 | 31 | 3.16 | 4 |
| WH150X75 | 150 | 125 | 3.2 | 4,5 | 11.26 | 8,84 | 432 | 58 | 6.19 | 32 | 8 | 1,68 | 3 |
| 150 | 75 | 4 | 6 | 14,52 | 11.4 | 554 | 74 | 6.18 | 42 | 11 | 1,71 | 4 | |
| 150 | 75 | 5 | 8 | 18,70 | 14,68 | 706 | 94 | 6.14 | 56 | 15 | 1,74 | 5 | |
| WH150X100 | 150 | 100 | 3.2 | 4,5 | 13,51 | 10,61 | 551 | 73 | 6,39 | 75 | 15 | 2.36 | 3 |
| 150 | 100 | 4 | 6 | 17,52 | 13,75 | 710 | 95 | 6,37 | 100 | 20 | 2,39 | 4 | |
| 150 | 100 | 5 | 8 | 22,70 | 17,82 | 908 | 121 | 6.32 | 133 | 27 | 2,42 | 5 | |
| WH150X150 | 150 | 150 | 4 | 6 | 23,52 | 18,46 | 1 021 | 136 | 6,59 | 338 | 45 | 3,79 | 4 |
| 150 | 150 | 5 | 8 | 30,70 | 24.10 | 1 311 | 175 | 6,54 | 450 | 60 | 3,83 | 5 | |
| 150 | 150 | 6 | 8 | 32.04 | 25,15 | 1 331 | 178 | 6,45 | 450 | 60 | 3,75 | 5 | |
| WH200X100 | 200 | 100 | 3.2 | 4,5 | 15.11 | 11,86 | 1 046 | 105 | 8.32 | 75 | 15 | 2.23 | 3 |
| 200 | 100 | 4 | 6 | 19,52 | 15.32 | 1 351 | 135 | 8.32 | 100 | 20 | 2.26 | 4 | |
| 200 | 100 | 5 | 8 | 25.20 | 19,78 | 1 735 | 173 | 8.30 | 134 | 27 | 2.30 | 5 | |
| WH200X150 | 200 | 150 | 4 | 6 | 25,52 | 20.03 | 1916 | 192 | 8,66 | 338 | 45 | 3,64 | 4 |
| 200 | 150 | 5 | 8 | 33.20 | 26.06 | 2 473 | 247 | 8,63 | 450 | 60 | 3,68 | 5 | |
| WH200X200 | 200 | 200 | 5 | 8 | 41,20 | 32,34 | 3 210 | 321 | 8,83 | 1067 | 107 | 5.09 | 5 |
| 200 | 200 | 6 | 10 | 50,80 | 39,88 | 3 905 | 390 | 8,77 | 1 334 | 133 | 5,12 | 5 | |
| WH250X125 | 250 | 125 | 4 | 6 | 24,52 | 19.25 | 2 682 | 215 | 10,46 | 195 | 31 | 2,82 | 4 |
| 250 | 125 | 5 | 8 | 31,70 | 24,88 | 3 463 | 277 | 10.45 | 261 | 42 | 2,87 | 5 | |
| 250 | 125 | 6 | 10 | 38,80 | 30,46 | 4210 | 337 | 10.42 | 326 | 52 | 2,90 | 5 | |
Наши клиенти





Повратни информации од нашите клиенти
Х-гредите од не'рѓосувачки челик се разновидни структурни компоненти изработени од висококвалитетен не'рѓосувачки челик. Овие канали имаат препознатлив облик на „H“, обезбедувајќи зголемена цврстина и стабилност за разни градежни и архитектонски апликации. Елегантната и полирана завршница на не'рѓосувачкиот челик додава допир на софистицираност, правејќи ги овие Х-греди погодни и за функционални и за визуелно привлечни дизајнерски елементи. Дизајнот во облик на H ја максимизира носивоста, правејќи ги овие канали идеални за поддршка на тешки товари во градежништвото и индустриските услови. Х-гредите од не'рѓосувачки челик наоѓаат примена во различни индустрии, вклучувајќи градежништво, архитектура и производство, каде што робусната структурна поддршка е од суштинско значење.
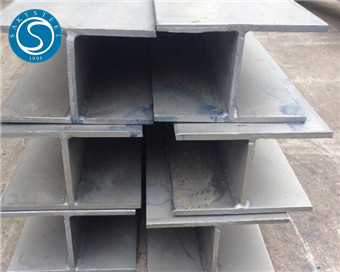
Пакување на греди од не'рѓосувачки челик I:
1. Пакувањето е доста важно, особено во случај на меѓународни пратки во кои пратката поминува низ различни канали за да стигне до крајната дестинација, па затоа посветуваме посебно внимание на пакувањето.
2. „Саки Стилс“ ги пакува нашите производи на повеќе начини, во зависност од производите. Ги пакуваме нашите производи на повеќе начини, како на пример,








