Ⅰ. Hvad er ikke-destruktiv prøvning?
Generelt bruger ikke-destruktiv testning karakteristikaene for lyd, lys, elektricitet og magnetisme til at detektere placering, størrelse, mængde, art og andre relaterede oplysninger om overfladenære eller interne defekter på materialets overflade uden at beskadige selve materialet. Ikke-destruktiv testning har til formål at detektere materialers tekniske status, herunder om de er kvalificerede eller har en resterende levetid, uden at påvirke materialernes fremtidige ydeevne. De almindelige ikke-destruktive testmetoder omfatter ultralydstest, elektromagnetisk test og magnetisk partikeltest, hvoraf ultralydstest er en af de mest almindeligt anvendte metoder.
Ⅱ. Fem almindelige ikke-destruktive testmetoder:
Ultralydstest er en metode, der bruger ultralydbølgers egenskaber til at udbrede sig og reflekteres i materialer for at detektere interne defekter eller fremmedlegemer i materialer. Den kan detektere forskellige defekter, såsom revner, porer, indeslutninger, løshed osv. Ultralydsfejldetektion er velegnet til forskellige materialer og kan også detektere tykkelsen af materialer, såsom metaller, ikke-metaller, kompositmaterialer osv. Det er en af de mest almindeligt anvendte metoder inden for ikke-destruktiv testning.
Hvorfor er tykke stålplader, tykvæggede rør og rundstænger med stor diameter mere egnede til UT-test?
① Når materialets tykkelse er stor, vil risikoen for indre defekter såsom porer og revner øges tilsvarende.
②Smedeemner fremstilles gennem en smedeproces, som kan forårsage defekter såsom porer, indeslutninger og revner i materialet.
③Tykvæggede rør og rundstænger med stor diameter anvendes normalt i krævende konstruktionskonstruktioner eller situationer med høj belastning. UT-test kan trænge dybt ind i materialet og finde mulige interne defekter, såsom revner, indeslutninger osv., hvilket er afgørende for at sikre konstruktionens integritet og sikkerhed.
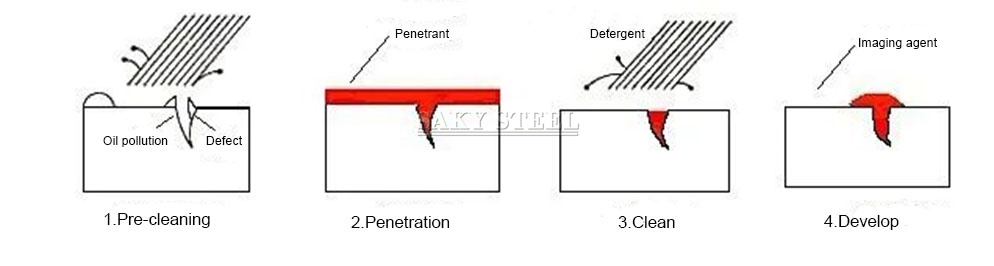
2. Definition af penetranttest
Gældende scenarier for UT-test og PT-test
UT-test er egnet til at detektere interne defekter i materialer, såsom porer, indeslutninger, revner osv. UT-test kan trænge ind i materialets tykkelse og detektere defekter inde i materialet ved at udsende ultralydsbølger og modtage reflekterede signaler.
PT-test er egnet til at detektere overfladefejl på materialers overflade, såsom porer, indeslutninger, revner osv. PT-test er baseret på væskeindtrængning i overfladerevner eller -fejl og bruger en farvefremkalder til at vise placeringen og formen af defekter.
UT-test og PT-test har deres egne fordele og ulemper i praktiske anvendelser. Vælg den passende testmetode i henhold til forskellige testbehov og materialeegenskaber for at opnå bedre testresultater.
3. Hvirvelstrømstest
(1) Introduktion til ET-testen
ET-testen bruger princippet om elektromagnetisk induktion til at bringe en vekselstrømsførende testspole tæt på et lederemne for at generere hvirvelstrømme. Baseret på ændringerne i hvirvelstrømmene kan emnets egenskaber og status udledes.
(2) Fordele ved ET-testen
ET-testen kræver ikke kontakt med emnet eller mediet, detektionshastigheden er meget hurtig, og den kan teste ikke-metalliske materialer, der kan inducere hvirvelstrømme, såsom grafit.
(3) Begrænsninger ved ET-testen
Den kan kun detektere overfladefejl på ledende materialer. Når man bruger en gennemgående spole til elektricitetstransformation, er det umuligt at bestemme den specifikke placering af defekten på omkredsen.
(4) Omkostninger og fordele
ET Test har simpelt udstyr og relativt nem betjening. Det kræver ikke kompliceret træning og kan hurtigt udføre test i realtid på stedet.
Grundprincippet for PT-test: Når overfladen af delen er belagt med fluorescerende farvestof eller farvet farvestof, kan penetranten trænge ind i overfladen og åbne defekter under en periode med kapillærvirkning. Efter at overskydende penetrant er fjernet fra delens overflade, kan delen påføres fremkalder på overfladen. På samme måde vil fremkalderen under kapillærvirkning tiltrække den penetrant, der er tilbage i defekten, og penetranten vil sive tilbage ind i fremkalderen. Under en bestemt lyskilde (ultraviolet lys eller hvidt lys) vil spor af penetranten ved defekten blive vist (gulgrøn fluorescens eller klar rød), hvorved defekternes morfologi og fordeling detekteres.
4. Test af magnetiske partikler
"Magnetisk partikelprøvning" er en almindeligt anvendt ikke-destruktiv testmetode til at detektere overflade- og overfladenære defekter i ledende materialer, især til at detektere revner. Den er baseret på magnetiske partiklers unikke reaktion på magnetfelter, hvilket muliggør effektiv detektering af underjordiske defekter.
5. RØNTGENTEST
(1) Introduktion til RT-test
Røntgenstråler er elektromagnetiske bølger med ekstremt høj frekvens, ekstremt kort bølgelængde og høj energi. De kan trænge igennem objekter, der ikke kan gennemtrænges af synligt lys, og undergår komplekse reaktioner med materialer under penetrationsprocessen.
(2) Fordele ved RT-test
RT-testen kan bruges til at detektere interne defekter i materialer, såsom porer, inklusionsrevner osv., og kan også bruges til at evaluere materialers strukturelle integritet og interne kvalitet.
(3) Princippet for RT-test
RT-testen registrerer defekter i materialet ved at udsende røntgenstråler og modtage reflekterede signaler. For tykkere materialer er UT-testen en effektiv metode.
(4) Begrænsninger ved RT-testen
RT-testen har visse begrænsninger. På grund af dens bølgelængde- og energiegenskaber kan røntgenstråler ikke trænge igennem visse materialer, såsom bly, jern, rustfrit stål osv.
Opslagstidspunkt: 12. april 2024