Ⅰ.Што такое неразбуральны кантроль?
У цэлым, неразбуральны кантроль выкарыстоўвае характарыстыкі гуку, святла, электрычнасці і магнетызму для выяўлення месцазнаходжання, памеру, колькасці, характару і іншай звязанай інфармацыі аб павярхоўных або ўнутраных дэфектах на паверхні матэрыялу без пашкоджання самога матэрыялу. Неразбуральны кантроль накіраваны на выяўленне тэхнічнага стану матэрыялаў, у тым ліку таго, ці адпавядаюць яны патрабаванням або маюць пакінуты тэрмін службы, не ўплываючы на будучыя характарыстыкі матэрыялаў. Распаўсюджаныя метады неразбуральнага кантролю ўключаюць ультрагукавыя выпрабаванні, электрамагнітныя выпрабаванні і выпрабаванні магнітнымі часціцамі, сярод якіх ультрагукавыя выпрабаванні з'яўляюцца адным з найбольш распаўсюджаных метадаў.
Ⅱ.Пяць распаўсюджаных метадаў неразбуральнага кантролю:
1.Вызначэнне ультрагукавога кантролю
Ультрагукавой кантроль — гэта метад, які выкарыстоўвае характарыстыкі ультрагукавых хваль, якія распаўсюджваюцца і адбіваюцца ў матэрыялах, для выяўлення ўнутраных дэфектаў або старонніх прадметаў у матэрыялах. Ён можа выяўляць розныя дэфекты, такія як расколіны, пары, уключэнні, няшчыльнасць і г.д. Ультрагукавая дэфектаскапія падыходзіць для розных матэрыялаў, а таксама можа выяўляць таўшчыню матэрыялаў, такіх як металы, неметалы, кампазітныя матэрыялы і г.д. Гэта адзін з найбольш распаўсюджаных метадаў неразбуральнага кантролю.
Чаму тоўстыя сталёвыя лісты, тоўстасценныя трубы і круглыя пруткі вялікага дыяметра больш падыходзяць для выпрабаванняў УТ?
① Пры вялікай таўшчыні матэрыялу адпаведна павялічваецца верагоднасць унутраных дэфектаў, такіх як пары і расколіны.
②Коўка вырабляецца метадам коўкі, які можа выклікаць такія дэфекты, як пары, уключэнні і расколіны ў матэрыяле.
③Тоўстасценныя трубы і круглыя стрыжні вялікага дыяметра звычайна выкарыстоўваюцца ў складаных інжынерных збудаваннях або ў сітуацыях з высокімі нагрузкамі. Ультрагукавое выпрабаванне дазваляе глыбока пранікаць у матэрыял і выяўляць магчымыя ўнутраныя дэфекты, такія як расколіны, уключэнні і г.д., што мае вырашальнае значэнне для забеспячэння цэласнасці і бяспекі канструкцыі.
2. Вызначэнне тэсту на пранікненне
Прыдатныя сцэнарыі для UT-тэстаў і PT-тэстаў
Ультрагукавы тэст падыходзіць для выяўлення ўнутраных дэфектаў матэрыялаў, такіх як пары, уключэнні, расколіны і г.д. Ультрагукавы тэст можа пранікаць у тоўшчу матэрыялу і выяўляць дэфекты ўнутры матэрыялу, выпраменьваючы ультрагукавыя хвалі і прымаючы адлюстраваныя сігналы.
Тэст на тэрмадынаміку (PT) падыходзіць для выяўлення паверхневых дэфектаў на паверхні матэрыялаў, такіх як пары, уключэнні, расколіны і г.д. PT-тэставанне абапіраецца на пранікненне вадкасці ў паверхневыя расколіны або дэфекты і выкарыстоўвае каляровы праяўляльнік для адлюстравання месцазнаходжання і формы дэфектаў.
Выпрабаванні UT і PT маюць свае перавагі і недахопы ў практычным ужыванні. Выберыце адпаведны метад выпрабаванняў у залежнасці ад розных патрэб выпрабаванняў і характарыстык матэрыялу, каб атрымаць лепшыя вынікі выпрабаванняў.
3. Выпрабаванне на віхравыя токі
(1) Уводзіны ў ET-тэст
Тэст ET выкарыстоўвае прынцып электрамагнітнай індукцыі, каб паднесці выпрабавальную шпульку пераменнага току блізка да правадніка-апрацоўванай дэталі для стварэння віхравых токаў. На падставе змяненняў віхравых токаў можна вызначыць уласцівасці і стан апрацоўванай дэталі.
(2) Перавагі ET-тэсту
Тэст ET не патрабуе кантакту з дэталлю або асяроддзем, хуткасць выяўлення вельмі высокая, і ён можа правяраць неметалічныя матэрыялы, якія могуць выклікаць віхравыя токі, такія як графіт.
(3) Абмежаванні ET-тэсту
Ён можа выяўляць толькі паверхневыя дэфекты праводзячых матэрыялаў. Пры выкарыстанні шпулькі праходнага тыпу для электрадынамічнага кантролю немагчыма вызначыць канкрэтнае месцазнаходжанне дэфекту на акружнасці.
(4) Выдаткі і выгады
ET Test мае простае абсталяванне і адносна просты ў эксплуатацыі. Ён не патрабуе складанага навучання і можа хутка праводзіць тэсціраванне ў рэжыме рэальнага часу на месцы.
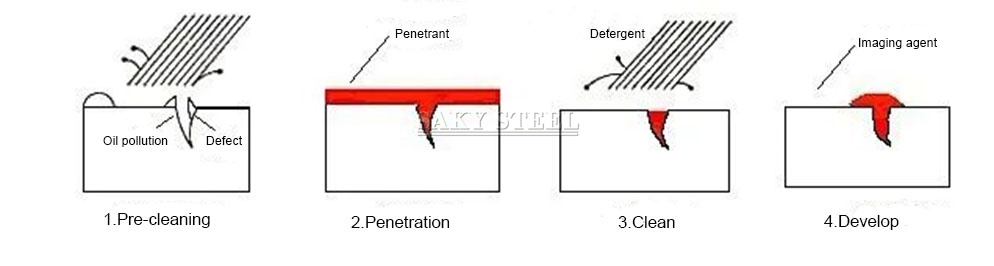
Асноўны прынцып PT-тэсту: пасля пакрыцця паверхні дэталі флуарэсцэнтным або каляровым фарбавальнікам, пенетрант можа пранікаць у паверхневыя дэфекты пад дзеяннем капілярнага эфекту; пасля выдалення лішку пенетранта з паверхні дэталі, на паверхню дэталі можна нанесці праяўляльнік. Аналагічна, пад дзеяннем капілярнага эфекту праяўляльнік прыцягвае пенетрант, які застаўся ў дэфекте, і ён прасочваецца назад у праяўляльнік. Пад уздзеяннем пэўнай крыніцы святла (ультрафіялетавага або белага святла) на дэфекте будуць бачныя сляды пенетранта (жоўта-зялёная флуарэсцэнцыя або ярка-чырвоная), тым самым выяўляючы марфалогію і размеркаванне дэфектаў.
4. Магнітна-часцічны аналіз
«Магнітна-парашковы кантроль» — гэта шырока выкарыстоўваны метад неразбуральнага кантролю для выяўлення паверхневых і прыпаверхневых дэфектаў у праводзячых матэрыялах, асабліва для выяўлення расколін. Ён заснаваны на ўнікальнай рэакцыі магнітных часціц на магнітныя палі, што дазваляе эфектыўна выяўляць падпаверхневыя дэфекты.
5. РЭНТГЕНАГРАФІЧНАЕ ТЭСТАВАННЕ
(1) Уводзіны ў RT-тэст
Рэнтгенаўскія прамяні — гэта электрамагнітныя хвалі з надзвычай высокай частатой, надзвычай кароткай даўжынёй хвалі і высокай энергіяй. Яны могуць пранікаць праз аб'екты, праз якія не пранікае бачнае святло, і ўступаць у складаныя рэакцыі з матэрыяламі падчас пранікнення.
(2) Перавагі RT-тэсту
Тэст RT можа быць выкарыстаны для выяўлення ўнутраных дэфектаў матэрыялаў, такіх як пары, расколіны ўключэння і г.д., а таксама можа быць выкарыстаны для ацэнкі структурнай цэласнасці і ўнутранай якасці матэрыялаў.
(3) Прынцып RT-тэсту
Тэст у рэжыме рэальнага часу (RT) выяўляе дэфекты ўнутры матэрыялу, выпраменьваючы рэнтгенаўскія прамяні і прымаючы адлюстраваныя сігналы. Для больш тоўстых матэрыялаў эфектыўным сродкам з'яўляецца ультрагукавы тэст.
(4) Абмежаванні RT-тэсту
Рэнтгенаўскі тэст мае пэўныя абмежаванні. З-за сваіх даўжынь хвалі і энергетычных характарыстык рэнтгенаўскія прамяні не могуць пранікаць праз некаторыя матэрыялы, такія як свінец, жалеза, нержавеючая сталь і г.д.
Час публікацыі: 12 красавіка 2024 г.