I. Was ist zerstörungsfreie Prüfung?
Im Allgemeinen nutzt die zerstörungsfreie Prüfung (ZfP) die Eigenschaften von Schall, Licht, Elektrizität und Magnetismus, um Lage, Größe, Anzahl, Art und weitere relevante Informationen von oberflächennahen oder inneren Defekten an der Materialoberfläche zu ermitteln, ohne das Material selbst zu beschädigen. Ziel der ZfP ist die Feststellung des technischen Zustands von Werkstoffen, einschließlich ihrer Eignung und Restlebensdauer, ohne deren zukünftige Leistungsfähigkeit zu beeinträchtigen. Zu den gängigen ZfP-Verfahren zählen die Ultraschallprüfung, die elektromagnetische Prüfung und die Magnetpulverprüfung, wobei die Ultraschallprüfung zu den am häufigsten angewandten Verfahren gehört.
II. Fünf gängige zerstörungsfreie Prüfverfahren:
1.Definition der Ultraschallprüfung
Die Ultraschallprüfung nutzt die Ausbreitungs- und Reflexionseigenschaften von Ultraschallwellen in Werkstoffen, um innere Defekte oder Fremdkörper zu erkennen. Sie kann verschiedene Defekte wie Risse, Poren, Einschlüsse und Lockerungen aufspüren. Die Ultraschallprüfung eignet sich für eine Vielzahl von Werkstoffen und ermöglicht auch die Dickenmessung von Metallen, Nichtmetallen, Verbundwerkstoffen usw. Sie zählt zu den gängigsten Methoden der zerstörungsfreien Werkstoffprüfung.
Warum eignen sich dicke Stahlplatten, dickwandige Rohre und Rundstäbe mit großem Durchmesser besser für die Ultraschallprüfung?
① Bei großen Materialdicken steigt die Wahrscheinlichkeit für innere Defekte wie Poren und Risse entsprechend an.
② Schmiedeteile werden durch einen Schmiedeprozess hergestellt, der zu Defekten wie Poren, Einschlüssen und Rissen im Material führen kann.
③ Dickwandige Rohre und Rundstäbe mit großem Durchmesser werden üblicherweise in anspruchsvollen Ingenieurbauwerken oder unter hoher Beanspruchung eingesetzt. Die Ultraschallprüfung (UT) ermöglicht das Eindringen in tiefe Materialschichten und das Aufspüren möglicher innerer Defekte wie Risse, Einschlüsse usw., was für die Gewährleistung der Integrität und Sicherheit des Bauwerks von entscheidender Bedeutung ist.
2. Definition des Eindringtests
Anwendbare Szenarien für UT-Test und PT-Test
Die Ultraschallprüfung eignet sich zur Erkennung innerer Materialfehler wie Poren, Einschlüsse, Risse usw. Mit der Ultraschallprüfung kann man die Materialdicke durchdringen und durch Aussenden von Ultraschallwellen und Empfangen reflektierter Signale Defekte im Inneren des Materials erkennen.
Die Eindringprüfung (PT-Prüfung) eignet sich zur Erkennung von Oberflächenfehlern an Werkstoffoberflächen, wie z. B. Poren, Einschlüssen, Rissen usw. Die PT-Prüfung beruht auf dem Eindringen einer Flüssigkeit in Oberflächenrisse oder -fehler und verwendet einen Farbentwickler, um die Lage und Form der Fehler sichtbar zu machen.
UT- und PT-Prüfungen weisen in der Praxis jeweils Vor- und Nachteile auf. Um optimale Prüfergebnisse zu erzielen, sollte die geeignete Prüfmethode entsprechend den jeweiligen Prüfanforderungen und Materialeigenschaften gewählt werden.
3. Wirbelstromprüfung
(1) Einführung in den ET-Test
Der ET-Test nutzt das Prinzip der elektromagnetischen Induktion, um eine mit Wechselstrom durchflossene Testspule in die Nähe eines leitenden Werkstücks zu bringen und so Wirbelströme zu erzeugen. Aus den Veränderungen dieser Wirbelströme lassen sich Rückschlüsse auf die Eigenschaften und den Zustand des Werkstücks ziehen.
(2) Vorteile des ET-Tests
Der ET-Test erfordert keinen Kontakt mit dem Werkstück oder dem Medium, die Detektionsgeschwindigkeit ist sehr hoch, und er kann nichtmetallische Werkstoffe testen, die Wirbelströme induzieren können, wie zum Beispiel Graphit.
(3) Einschränkungen des ET-Tests
Es kann lediglich Oberflächenfehler leitfähiger Materialien erkennen. Bei Verwendung einer Durchgangsspule für die Elektronenmikroskopie ist es unmöglich, die genaue Position des Fehlers auf dem Umfang zu bestimmen.
(4) Kosten und Nutzen
Der ET-Test zeichnet sich durch einfache Ausrüstung und relativ einfache Bedienung aus. Er erfordert keine komplizierte Schulung und ermöglicht schnelle Echtzeittests vor Ort.
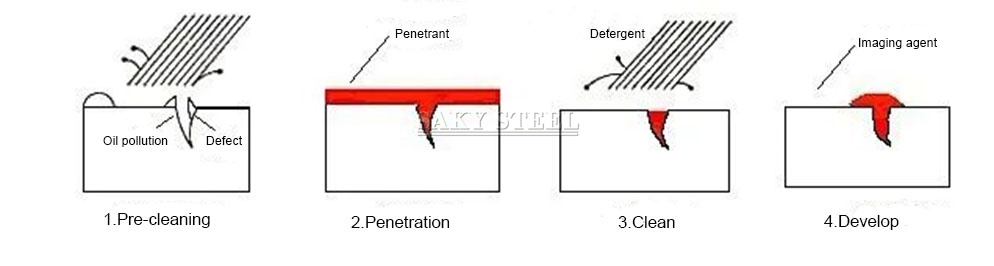
Das Grundprinzip der Eindringprüfung: Nach dem Auftragen eines fluoreszierenden oder farbigen Farbstoffs auf die Oberfläche des Bauteils dringt das Eindringmittel durch Kapillarwirkung in Oberflächenfehler ein. Nach dem Entfernen des überschüssigen Eindringmittels wird die Oberfläche mit Entwicklerlösung behandelt. Durch Kapillarwirkung zieht der Entwickler das im Fehler verbliebene Eindringmittel an, das dann in den Entwickler zurückfließt. Unter einer geeigneten Lichtquelle (UV-Licht oder Weißlicht) werden die Spuren des Eindringmittels im Fehler sichtbar (gelbgrüne oder leuchtend rote Fluoreszenz). Dadurch lassen sich Morphologie und Verteilung der Fehler bestimmen.
4. Magnetpulverprüfung
Die Magnetpulverprüfung ist ein gängiges zerstörungsfreies Prüfverfahren zur Erkennung von Oberflächen- und oberflächennahen Defekten in leitfähigen Materialien, insbesondere zur Risserkennung. Sie basiert auf der spezifischen Reaktion magnetischer Partikel auf Magnetfelder und ermöglicht so die effektive Erkennung von Fehlern im Untergrund.
5. Röntgenuntersuchung
(1) Einführung in den RT-Test
Röntgenstrahlen sind elektromagnetische Wellen mit extrem hoher Frequenz, extrem kurzer Wellenlänge und hoher Energie. Sie können Objekte durchdringen, die für sichtbares Licht undurchdringlich sind, und gehen dabei komplexe Reaktionen mit den Materialien ein.
(2) Vorteile des RT-Tests
Mit dem RT-Test lassen sich innere Materialfehler wie Poren, Einschlüsse, Risse usw. erkennen. Außerdem kann er zur Beurteilung der strukturellen Integrität und der inneren Qualität von Materialien eingesetzt werden.
(3) Das Prinzip des RT-Tests
Die Röntgenprüfung (RT-Prüfung) erkennt Materialfehler durch Aussendung von Röntgenstrahlen und Empfang der reflektierten Signale. Bei dickeren Materialien ist die Ultraschallprüfung (UT-Prüfung) ein effektives Verfahren.
(4) Einschränkungen des RT-Tests
Die Röntgenprüfung hat gewisse Einschränkungen. Aufgrund ihrer Wellenlängen- und Energieeigenschaften können Röntgenstrahlen bestimmte Materialien wie Blei, Eisen, Edelstahl usw. nicht durchdringen.
Veröffentlichungsdatum: 12. April 2024