I. Qu'est-ce qu'un test non destructif ?
De manière générale, les essais non destructifs (END) exploitent les propriétés du son, de la lumière, de l'électricité et du magnétisme pour détecter la localisation, la taille, la quantité, la nature et d'autres informations relatives aux défauts de surface ou internes d'un matériau, sans l'endommager. Les END visent à évaluer l'état technique des matériaux, notamment leur conformité et leur durée de vie restante, sans compromettre leurs performances futures. Parmi les méthodes d'END courantes, on trouve les essais par ultrasons, les essais électromagnétiques et les essais par magnétoscopie ; les essais par ultrasons sont parmi les plus fréquemment utilisés.
II. Cinq méthodes courantes de contrôle non destructif :
1.Définition du test ultrasonique
Le contrôle par ultrasons est une méthode qui exploite les propriétés des ondes ultrasonores se propageant et se réfléchissant dans les matériaux afin de détecter les défauts internes ou les corps étrangers. Il permet de déceler divers défauts, tels que les fissures, les porosités, les inclusions, le jeu, etc. La détection de défauts par ultrasons convient à une grande variété de matériaux et permet également de mesurer leur épaisseur, notamment pour les métaux, les non-métaux et les matériaux composites. C'est l'une des méthodes les plus couramment utilisées en contrôle non destructif.
Pourquoi les plaques d'acier épaisses, les tubes à parois épaisses et les barres rondes de grand diamètre sont-ils plus adaptés aux tests UT ?
① Lorsque l’épaisseur du matériau est importante, la possibilité de défauts internes tels que des pores et des fissures augmentera en conséquence.
②Les pièces forgées sont fabriquées par un processus de forgeage, qui peut entraîner des défauts tels que des pores, des inclusions et des fissures dans le matériau.
③ Les tubes à parois épaisses et les barres rondes de grand diamètre sont généralement utilisés dans les ouvrages d'art exigeants ou soumis à de fortes contraintes. Le contrôle par ultrasons permet de pénétrer profondément dans le matériau et de détecter d'éventuels défauts internes, tels que des fissures ou des inclusions, ce qui est essentiel pour garantir l'intégrité et la sécurité de la structure.
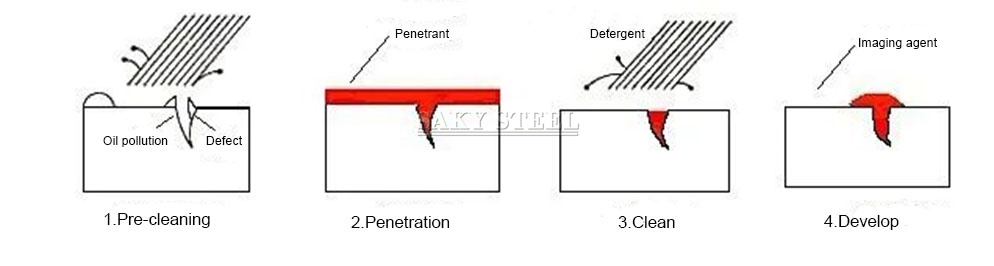
2. Définition du test de pénétration
Scénarios applicables pour les tests UT et PT
Le contrôle par ultrasons (UT) est adapté à la détection des défauts internes des matériaux, tels que les pores, les inclusions, les fissures, etc. Ce contrôle permet de pénétrer l'épaisseur du matériau et de détecter les défauts à l'intérieur de celui-ci en émettant des ondes ultrasonores et en recevant les signaux réfléchis.
Le test PT est adapté à la détection des défauts de surface des matériaux, tels que les pores, les inclusions, les fissures, etc. Ce test repose sur la pénétration d'un liquide dans les fissures ou les défauts de surface et utilise un révélateur de couleur pour afficher l'emplacement et la forme des défauts.
Les essais par ultrasons (UT) et par ressuage (PT) présentent chacun leurs avantages et leurs inconvénients en pratique. Le choix de la méthode d'essai appropriée dépend des besoins spécifiques et des caractéristiques du matériau, afin d'obtenir des résultats optimaux.
3. Essai par courants de Foucault
(1) Introduction au test ET
Le test ET utilise le principe de l'induction électromagnétique pour rapprocher une bobine de test parcourue par un courant alternatif d'une pièce conductrice afin de générer des courants de Foucault. L'analyse des variations de ces courants permet de déduire les propriétés et l'état de la pièce.
(2) Avantages du test ET
Le test ET ne nécessite aucun contact avec la pièce ou le milieu, la vitesse de détection est très rapide et il peut tester des matériaux non métalliques susceptibles d'induire des courants de Foucault, tels que le graphite.
(3) Limites du test ET
Cette technique ne permet de détecter que les défauts de surface des matériaux conducteurs. Lorsqu'on utilise une bobine traversante pour le contrôle électronique, il est impossible de déterminer l'emplacement précis du défaut sur la circonférence.
(4) Coûts et avantages
ET Test dispose d'un équipement simple et d'une utilisation relativement facile. Il ne nécessite pas de formation complexe et permet de réaliser rapidement des tests en temps réel sur site.
Principe de base du contrôle par ressuage : après application d'un colorant fluorescent ou d'un colorant sur la surface de la pièce, le pénétrant pénètre par capillarité dans les défauts de surface. Après élimination de l'excédent de pénétrant, un révélateur est appliqué sur la surface. Par capillarité, le révélateur attire le pénétrant retenu dans le défaut, qui se dissout à nouveau dans le révélateur. Sous une source lumineuse spécifique (lumière ultraviolette ou lumière blanche), les traces de pénétrant apparaissent (fluorescence jaune-vert ou rouge vif), permettant ainsi de déterminer la morphologie et la distribution des défauts.
4. Contrôle par magnétoscopie
Le contrôle par magnétoscopie est une méthode de contrôle non destructif couramment utilisée pour détecter les défauts de surface et de subsurface des matériaux conducteurs, notamment les fissures. Elle repose sur la réponse spécifique des particules magnétiques aux champs magnétiques, permettant ainsi la détection efficace des défauts sous-jacents.
5. EXAMEN RADIOGRAPHIQUE
(1) Introduction au test RT
Les rayons X sont des ondes électromagnétiques de fréquence extrêmement élevée, de longueur d'onde extrêmement courte et d'énergie élevée. Ils peuvent pénétrer des objets imperméables à la lumière visible et interagir de manière complexe avec les matériaux lors de leur pénétration.
(2) Avantages du test RT
Le test RT peut être utilisé pour détecter les défauts internes des matériaux, tels que les pores, les fissures d'inclusion, etc., et peut également être utilisé pour évaluer l'intégrité structurelle et la qualité interne des matériaux.
(3) Le principe du test RT
Le contrôle par radiographie (RT) détecte les défauts internes du matériau en émettant des rayons X et en recevant les signaux réfléchis. Pour les matériaux plus épais, le contrôle par ultrasons (UT) est une méthode efficace.
(4) Limites du test RT
Le test RT présente certaines limitations. En raison de ses caractéristiques de longueur d'onde et d'énergie, les rayons X ne peuvent pas pénétrer certains matériaux, tels que le plomb, le fer, l'acier inoxydable, etc.
Date de publication : 12 avril 2024