Ⅰ.Що таке неруйнівний контроль?
Загалом кажучи, неруйнівний контроль використовує характеристики звуку, світла, електрики та магнетизму для виявлення розташування, розміру, кількості, характеру та іншої пов'язаної інформації про приповерхневі або внутрішні дефекти на поверхні матеріалу без пошкодження самого матеріалу. Неруйнівний контроль спрямований на виявлення технічного стану матеріалів, включаючи те, чи вони кваліфіковані або мають залишковий термін служби, не впливаючи на майбутні характеристики матеріалів. Поширені методи неруйнівного контролю включають ультразвуковий контроль, електромагнітний контроль та магнітно-порошковий контроль, серед яких ультразвуковий контроль є одним з найбільш поширених методів.
Ⅱ.П'ять поширених методів неруйнівного контролю:
1.Визначення ультразвукового випробування
Ультразвуковий контроль – це метод, який використовує характеристики поширення та відбиття ультразвукових хвиль у матеріалах для виявлення внутрішніх дефектів або сторонніх предметів у матеріалах. Він може виявляти різні дефекти, такі як тріщини, пори, включення, нещільності тощо. Ультразвукова дефектоскопія підходить для різних матеріалів, а також може виявляти товщину матеріалів, таких як метали, неметали, композитні матеріали тощо. Це один з найпоширеніших методів неруйнівного контролю.
Чому товсті сталеві пластини, товстостінні труби та круглі прутки великого діаметра більше підходять для ультразвукових випробувань?
① Коли товщина матеріалу велика, відповідно зростає ймовірність появи внутрішніх дефектів, таких як пори та тріщини.
②Ковані вироби виготовляються методом кування, що може спричинити такі дефекти, як пори, включення та тріщини в матеріалі.
③Товстостінні труби та круглі стрижні великого діаметра зазвичай використовуються у складних інженерних конструкціях або в ситуаціях з високими навантаженнями. Ультразвукове випробування може проникати глибоко в матеріал та виявляти можливі внутрішні дефекти, такі як тріщини, включення тощо, що має вирішальне значення для забезпечення цілісності та безпеки конструкції.
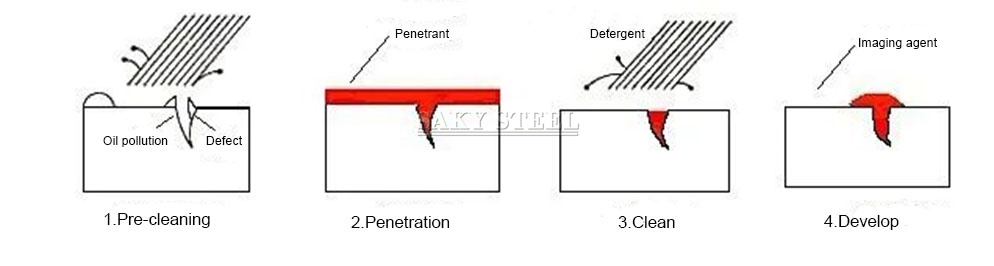
2. Визначення тесту на проникнення
Застосовувані сценарії для UT-тесту та PT-тесту
Ультразвуковий тест підходить для виявлення внутрішніх дефектів матеріалів, таких як пори, включення, тріщини тощо. Ультразвуковий тест може проникати крізь товщину матеріалу та виявляти дефекти всередині матеріалу, випромінюючи ультразвукові хвилі та приймаючи відбиті сигнали.
PT-тест підходить для виявлення поверхневих дефектів на поверхні матеріалів, таких як пори, включення, тріщини тощо. PT-тестування базується на проникненні рідини в поверхневі тріщини або дефекти та використовує проявник кольору для відображення розташування та форми дефектів.
Випробування UT та PT мають свої переваги та недоліки у практичному застосуванні. Виберіть відповідний метод випробування відповідно до різних потреб випробування та характеристик матеріалу, щоб отримати кращі результати випробування.
3. Випробування на вихрові струми
(1) Вступ до ЕТ-тесту
ET Test використовує принцип електромагнітної індукції, щоб піднести випробувальну котушку зі змінним струмом близько до провідного виробу для генерації вихрових струмів. На основі змін вихрових струмів можна зробити висновок про властивості та стан виробу.
(2) Переваги ET-тесту
ET-тест не вимагає контакту з заготовкою або середовищем, швидкість виявлення дуже висока, і він може тестувати неметалеві матеріали, які можуть викликати вихрові струми, такі як графіт.
(3) Обмеження ET-тесту
Він може виявляти лише поверхневі дефекти провідних матеріалів. При використанні котушки наскрізного типу для електромагнітної діагностики неможливо визначити конкретне розташування дефекту на колу.
(4) Витрати та вигоди
ET Test має просте обладнання та відносно легкий в експлуатації. Він не потребує складного навчання та може швидко виконувати тестування в режимі реального часу на місці.
Основний принцип PT-випробування: після покриття поверхні деталі флуоресцентним барвником або кольоровим барвником, пенетрант може проникати в поверхневі дефекти під дією капілярного ефекту; після видалення надлишку пенетранту з поверхні деталі, на поверхню деталі можна нанести проявник. Аналогічно, під дією капілярного ефекту, проявник притягує пенетрант, що затримався в дефекті, і він просочується назад у проявник. Під дією певного джерела світла (ультрафіолетове або біле світло) на дефекті відображаються сліди пенетранту (жовто-зелена флуоресценція або яскраво-червона), що дозволяє виявити морфологію та розподіл дефектів.
4. Магнітно-порошкове тестування
«Магнітно-порошковий контроль» – це широко використовуваний метод неруйнівного контролю для виявлення поверхневих та приповерхневих дефектів у провідних матеріалах, зокрема для виявлення тріщин. Він базується на унікальній реакції магнітних частинок на магнітні поля, що дозволяє ефективно виявляти підповерхневі дефекти.
5. РЕНТГЕНОГРАФІЧНЕ ТЕСТ
(1) Вступ до RT-тесту
Рентгенівські промені – це електромагнітні хвилі з надзвичайно високою частотою, надзвичайно короткою довжиною хвилі та високою енергією. Вони можуть проникати крізь об'єкти, які не може проникнути видиме світло, та вступати у складні реакції з матеріалами під час процесу проникнення.
(2) Переваги RT-тесту
RT-тест може бути використаний для виявлення внутрішніх дефектів матеріалів, таких як пори, тріщини включень тощо, а також може бути використаний для оцінки структурної цілісності та внутрішньої якості матеріалів.
(3) Принцип RT-тесту
RT-тест виявляє дефекти всередині матеріалу, випромінюючи рентгенівські промені та приймаючи відбиті сигнали. Для товстіших матеріалів ефективний метод ультразвукового тестування.
(4) Обмеження RT-тесту
RT-тест має певні обмеження. Через свої довжини хвилі та енергетичні характеристики, рентгенівські промені не можуть проникати крізь певні матеріали, такі як свинець, залізо, нержавіюча сталь тощо.
Час публікації: 12 квітня 2024 р.