Ⅰ. Hva er ikke-destruktiv testing?
Generelt sett bruker ikke-destruktiv testing egenskapene til lyd, lys, elektrisitet og magnetisme for å oppdage plassering, størrelse, mengde, natur og annen relatert informasjon om overflatenære eller interne defekter på overflaten av materialet uten å skade selve materialet. Ikke-destruktiv testing tar sikte på å oppdage materialers tekniske status, inkludert om de er kvalifiserte eller har gjenværende levetid, uten å påvirke materialenes fremtidige ytelse. Vanlige ikke-destruktive testmetoder inkluderer ultralydtest, elektromagnetisk test og magnetisk partikkeltest, hvorav ultralydtest er en av de mest brukte metodene.
Ⅱ. Fem vanlige ikke-destruktive testmetoder:
Ultralydtesting er en metode som bruker egenskapene til ultralydbølger til å forplante seg og reflekteres i materialer for å oppdage interne defekter eller fremmedlegemer i materialer. Den kan oppdage forskjellige defekter, som sprekker, porer, inneslutninger, løshet osv. Ultralydfeildeteksjon er egnet for forskjellige materialer, og kan også oppdage tykkelsen på materialer, som metaller, ikke-metaller, komposittmaterialer osv. Det er en av de mest brukte metodene innen ikke-destruktiv testing.
Hvorfor er tykke stålplater, tykkveggede rør og rundstenger med stor diameter mer egnet for UT-testing?
① Når materialets tykkelse er stor, vil muligheten for indre defekter som porer og sprekker øke tilsvarende.
②Smiemner produseres gjennom en smiprosess, som kan forårsake defekter som porer, inneslutninger og sprekker i materialet.
③Tykkveggede rør og rundstenger med stor diameter brukes vanligvis i krevende konstruksjoner eller situasjoner som utsettes for høy belastning. UT-testing kan trenge dypt inn i materialet og finne mulige interne defekter, som sprekker, inneslutninger osv., noe som er avgjørende for å sikre konstruksjonens integritet og sikkerhet.
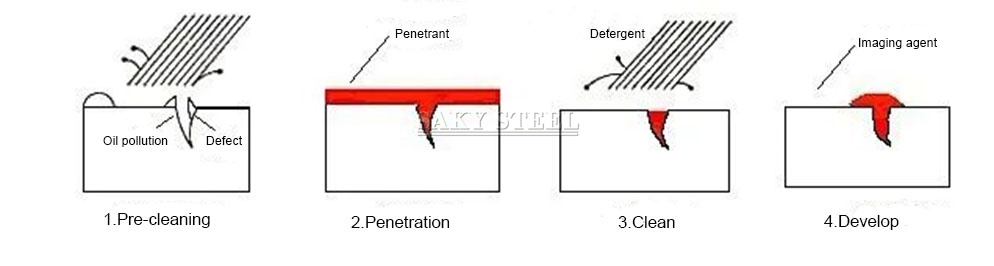
2. Definisjon av penetranttest
Gjeldende scenarier for UT-test og PT-test
UT-test er egnet for å oppdage interne defekter i materialer, som porer, inneslutninger, sprekker osv. UT-test kan trenge inn i materialtykkelsen og oppdage defekter inne i materialet ved å sende ut ultralydbølger og motta reflekterte signaler.
PT-test er egnet for å oppdage overflatedefekter på overflaten av materialer, som porer, inneslutninger, sprekker osv. PT-testing er avhengig av væskeinntrengning i overflatesprekker eller defekter og bruker en fargefremkaller for å vise plasseringen og formen på defektene.
UT-test og PT-test har sine egne fordeler og ulemper i praktiske anvendelser. Velg riktig testmetode i henhold til ulike testbehov og materialegenskaper for å oppnå bedre testresultater.
3. Virvelstrømstest
(1) Introduksjon til ET-testen
ET-testen bruker prinsippet om elektromagnetisk induksjon for å bringe en vekselstrømførende testspole nær et lederarbeidsstykke for å generere virvelstrømmer. Basert på endringene i virvelstrømmene kan arbeidsstykkets egenskaper og status utledes.
(2) Fordeler med ET-testen
ET-testen krever ikke kontakt med arbeidsstykket eller mediet, deteksjonshastigheten er svært rask, og den kan teste ikke-metalliske materialer som kan indusere virvelstrømmer, for eksempel grafitt.
(3) Begrensninger ved ET-testen
Den kan bare oppdage overflatedefekter på ledende materialer. Når man bruker en gjennomgående spole for elektrisitetselektronikk, er det umulig å bestemme den spesifikke plasseringen av defekten på omkretsen.
(4) Kostnader og fordeler
ET Test har enkelt utstyr og relativt enkel betjening. Det krever ikke komplisert opplæring og kan raskt utføre sanntidstesting på stedet.
Grunnprinsippet for PT-testing: Etter at overflaten av delen er belagt med fluorescerende fargestoff eller farget fargestoff, kan penetranten trenge inn i overflaten og åpne defektene under en periode med kapillærvirkning. Etter at overflødig penetrant er fjernet fra delens overflate, kan delen påføres fremkaller på overflaten. På samme måte, under kapillærvirkning, vil fremkalleren tiltrekke seg penetranten som er igjen i defekten, og penetranten vil sive tilbake inn i fremkalleren. Under en bestemt lyskilde (ultrafiolett lys eller hvitt lys) vil spor av penetranten ved defekten vises (gulgrønn fluorescens eller lys rød), og dermed detektere morfologien og fordelingen av defektene.
4. Testing av magnetiske partikler
«Magnetisk partikkeltesting» er en vanlig ikke-destruktiv testmetode for å oppdage overflate- og overflatefeil i ledende materialer, spesielt for å oppdage sprekker. Den er basert på den unike responsen til magnetiske partikler på magnetfelt, noe som muliggjør effektiv deteksjon av feil under overflaten.
5. RØNTGENTEST
(1) Introduksjon til RT-testen
Røntgenstråler er elektromagnetiske bølger med ekstremt høy frekvens, ekstremt kort bølgelengde og høy energi. De kan trenge gjennom objekter som ikke kan penetreres av synlig lys, og gjennomgå komplekse reaksjoner med materialer under penetrasjonsprosessen.
(2) Fordeler med RT-test
RT-testen kan brukes til å oppdage interne defekter i materialer, som porer, inneslutningssprekker osv., og kan også brukes til å evaluere den strukturelle integriteten og den interne kvaliteten til materialer.
(3) Prinsippet for RT-test
RT-test oppdager defekter inne i materialet ved å sende ut røntgenstråler og motta reflekterte signaler. For tykkere materialer er UT-test en effektiv metode.
(4) Begrensninger ved RT-testen
RT-testen har visse begrensninger. På grunn av bølgelengden og energiegenskapene kan ikke røntgenstråler trenge gjennom visse materialer, som bly, jern, rustfritt stål osv.
Publisert: 12. april 2024