Ⅰ.Mi a roncsolásmentes vizsgálat?
Általánosságban elmondható, hogy a roncsolásmentes vizsgálat a hang, a fény, az elektromosság és a mágnesesség jellemzőit használja fel az anyag felületén található felületi vagy belső hibák helyének, méretének, mennyiségének, jellegének és egyéb kapcsolódó információinak kimutatására anélkül, hogy magát az anyagot károsítaná. A roncsolásmentes vizsgálat célja az anyagok műszaki állapotának kimutatása, beleértve azt is, hogy azok minősítettek-e vagy van-e még hátralévő élettartamuk, anélkül, hogy befolyásolná az anyagok jövőbeni teljesítményét. A gyakori roncsolásmentes vizsgálati módszerek közé tartozik az ultrahangos vizsgálat, az elektromágneses vizsgálat és a mágneses részecskevizsgálat, amelyek közül az ultrahangos vizsgálat az egyik leggyakrabban használt módszer.
II. Öt gyakori roncsolásmentes vizsgálati módszer:
1.Ultrahangos teszt definíciója
Az ultrahangos vizsgálat egy olyan módszer, amely az ultrahangos hullámok anyagban való terjedésének és visszaverődésének jellemzőit használja fel belső hibák vagy idegen tárgyak kimutatására az anyagokban. Különböző hibák, például repedések, pórusok, zárványok, lazaságok stb. kimutatására alkalmas. Az ultrahangos hibakeresés különféle anyagokhoz alkalmas, és az anyagok, például fémek, nemfémek, kompozit anyagok stb. vastagságának kimutatására is alkalmas. Ez az egyik leggyakrabban használt módszer a roncsolásmentes vizsgálatban.
Miért alkalmasabbak a vastag acéllemezek, vastag falú csövek és nagy átmérőjű köracélok az UT-teszthez?
① Ha az anyag vastagsága nagy, a belső hibák, például pórusok és repedések kialakulásának valószínűsége ennek megfelelően megnő.
②A kovácsolt darabokat kovácsolási eljárással gyártják, ami hibákat okozhat, például pórusokat, zárványokat és repedéseket az anyagban.
③A vastag falú csöveket és a nagy átmérőjű kerek rudakat általában igényes mérnöki szerkezetekben vagy nagy igénybevételnek kitett helyzetekben használják. Az UT-teszt mélyen behatol az anyagba, és feltárja az esetleges belső hibákat, például repedéseket, zárványokat stb., ami kulcsfontosságú a szerkezet integritásának és biztonságának biztosítása szempontjából.
2. BEHATOLÓVÍZ TESZT definíciója
Alkalmazható forgatókönyvek UT teszthez és PT teszthez
Az UT-vizsgálat alkalmas anyagok belső hibáinak, például pórusok, zárványok, repedések stb. kimutatására. Az UT-vizsgálat behatol az anyag vastagságába, és ultrahangos hullámok kibocsátásával és visszavert jelek vételével képes kimutatni az anyag belsejében lévő hibákat.
A PT vizsgálat alkalmas anyagok felületi hibáinak, például pórusok, zárványok, repedések stb. kimutatására. A PT vizsgálat a folyadék felületi repedésekbe vagy hibákba való behatolásán alapul, és színelőhívót használ a hibák helyének és alakjának megjelenítésére.
Az UT és PT vizsgálatoknak megvannak a maguk előnyei és hátrányai a gyakorlati alkalmazásokban. A jobb vizsgálati eredmények elérése érdekében válassza ki a megfelelő vizsgálati módszert a különböző vizsgálati igények és anyagjellemzők alapján.
3. Örvényáramú teszt
(1) Bevezetés az ET tesztbe
Az ET Test az elektromágneses indukció elvét alkalmazza arra, hogy egy váltakozó áramot hordozó teszttekercset egy vezető munkadarabhoz közelítsen, örvényáramokat generálva. Az örvényáramok változásai alapján következtetni lehet a munkadarab tulajdonságaira és állapotára.
(2) Az ET teszt előnyei
Az ET teszt nem igényli a munkadarabbal vagy a közeggel való érintkezést, a detektálási sebesség nagyon gyors, és olyan nemfémes anyagokat is képes vizsgálni, amelyek örvényáramot indukálhatnak, például grafitot.
(3) Az ET-teszt korlátai
Csak vezetőképes anyagok felületi hibáit képes érzékelni. Átmenő típusú tekercs használata esetén ET-hez lehetetlen meghatározni a hiba pontos helyét a kerületen.
(4) Költségek és előnyök
Az ET Test egyszerű felszereléssel és viszonylag könnyen kezelhető. Nem igényel bonyolult képzést, és gyorsan, valós idejű tesztelést végez a helyszínen.
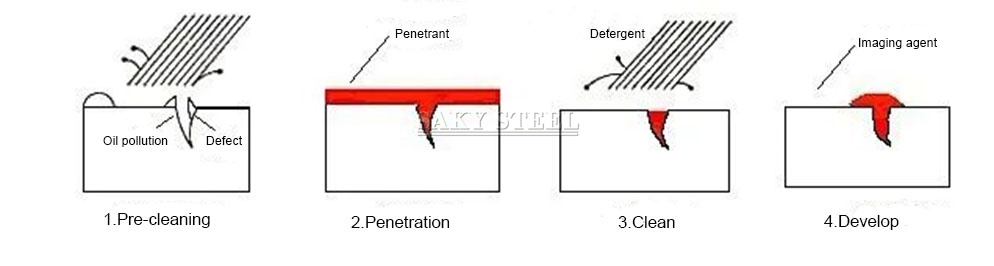
A PT vizsgálat alapelve: miután az alkatrész felületét fluoreszkáló festékkel vagy színes festékkel vonták be, a behatolószer kapilláris hatás hatására behatol a felületi nyílásokba; miután a felesleges behatolószert eltávolították az alkatrész felületéről, az alkatrész felületére előhívót lehet felvinni. Hasonlóképpen, a kapilláris hatása alatt az előhívó vonzza a hibában visszatartott behatolószert, és az visszaszivárog az előhívóba. Bizonyos fényforrás (ultraibolya fény vagy fehér fény) alatt a behatolószer nyomai a hibán megjelennek (sárgászöld fluoreszcencia vagy élénkvörös), ezáltal kimutatható a hibák morfológiája és eloszlása.
4. Mágneses részecskevizsgálat
A „mágneses részecskevizsgálat” egy általánosan használt roncsolásmentes vizsgálati módszer a vezető anyagok felületi és felületközeli hibáinak, különösen repedések kimutatására. A mágneses részecskék mágneses mezőkre adott egyedi válaszán alapul, lehetővé téve a felszín alatti hibák hatékony kimutatását.
5. Röntgenvizsgálat
(1) Bevezetés az RT tesztbe
A röntgensugarak rendkívül magas frekvenciájú, rendkívül rövid hullámhosszú és nagy energiájú elektromágneses hullámok. Olyan tárgyakon is képesek áthatolni, amelyeken a látható fény nem tud áthatolni, és a behatolási folyamat során összetett reakciókon mennek keresztül az anyagokkal.
(2) Az RT teszt előnyei
Az RT-teszt felhasználható anyagok belső hibáinak, például pórusoknak, zárványrepedéseknek stb. a kimutatására, valamint az anyagok szerkezeti integritásának és belső minőségének értékelésére is.
(3) Az RT-teszt elve
Az RT-teszt röntgensugarak kibocsátásával és visszavert jelek vételével érzékeli az anyagon belüli hibákat. Vastagabb anyagok esetén az UT-teszt hatékony eszköz.
(4) Az RT-teszt korlátai
Az RT-tesztnek vannak bizonyos korlátai. Hullámhossza és energiajellemzői miatt a röntgensugarak nem tudnak behatolni bizonyos anyagokba, például az ólomba, a vasba, a rozsdamentes acélba stb.
Közzététel ideje: 2024. április 12.